by norhan | Jun 9, 2026 | Industrial Salt, Salt
Industrial salt for soap manufacturing is much more than a secondary ingredient; it is a fundamental chemical catalyst that has governed the soap-making process for centuries. At Sama United, we have observed that while the oils and fats get all the credit for a soap’s fragrance and lather, it is the salt that performs the heavy lifting behind the scenes. From the large-scale industrial vats of multinational detergent brands to the boutique artisanal workshops, salt remains the indispensable “separator” and “hardener” of the industry.
As experts at Sama United, we understand that in the chemistry of soap, purity is the difference between a high-yield batch and a wasted production run. The soap industry relies on a specific chemical reaction known as “salting out,” and without high-quality industrial salt, this process would be inefficient, costly, and unpredictable. In this comprehensive guide, we will explore why industrial salt for soap manufacturing is the secret to success in the detergent world and how Sama United ensures that your factory receives only the most reliable minerals to fuel your production.

Industrial salt for soap manufacturing: The Vital Link to Quality and Efficiency
1. The Science of “Salting Out”: How Salt Purifies Your Soap
The most critical role of industrial salt for soap manufacturing occurs during the final stages of the saponification process. After the oils and fats have reacted with an alkali (like caustic soda), the resulting mixture is a thick mass of soap, water, and glycerin. To extract the pure soap, manufacturers use a process called “Salting Out.”
At Sama United, we explain the process simply: when salt is added to this mixture, it increases the ionic strength of the liquid. Soap is insoluble in a high-concentration salt solution, so it precipitates out of the liquid.
-
Separation: The pure soap floats to the top.
-
Glycerin Recovery: The glycerin, which is a valuable byproduct, sinks to the bottom along with the excess water.
-
Efficiency: Using high-purity salt ensures that this separation is clean and complete, allowing manufacturers to recover as much glycerin as possible, which significantly improves the financial return of the batch.
2. Achieving the Perfect Texture: Salt as a Hardening Agent
Every consumer expects a bar of soap to be firm, long-lasting, and resistant to becoming “mushy” in the shower. This physical characteristic is directly influenced by industrial salt for soap manufacturing.
By carefully controlling the amount of salt left in the final product, manufacturers can regulate the hardness of the soap bar.
-
Durability: Salt helps the soap crystals bind more tightly as they dry.
-
Longevity: A bar with the correct salt-to-fat ratio will dissolve more slowly, providing better value to the end-user.
-
Molding: In industrial production, salt ensures that the soap mass is firm enough to be cut and stamped into the iconic shapes consumers recognize.
Sama United provides salt with consistent granulometry, ensuring that it dissolves uniformly in the mix and provides a predictable hardening effect every time.
3. Why Purity is the “Non-Negotiable” Factor
A common mistake in the detergent industry is assuming that “any salt” will do. At Sama United, we have seen the negative impact of using low-grade, unrefined salt in soap production.
If the industrial salt for soap manufacturing contains impurities like magnesium or calcium, these minerals will react with the soap molecules to form “soap scum” or insoluble metallic soaps.
-
Cloudiness: Impure salt can turn a clear soap or liquid detergent cloudy.
-
Reduced Lather: Minerals in poor-quality salt interfere with the soap’s ability to create a rich foam.
-
Equipment Damage: Trace minerals can cause scaling in industrial piping and boilers.
By sourcing through Sama United, you are guaranteed a high sodium chloride (NaCl) content with ultra-low levels of these disruptive minerals, protecting both your product quality and your machinery.
4. The Economic Advantage: Improving Your Factory’s Yield
In the competitive world of soap production, margins are often tight. Industrial salt for soap manufacturing from Sama United provides a direct economic advantage.
Because our salt is highly refined and ultra-pure, you need less of it to achieve the “salting out” effect compared to unrefined rock salt.
-
Lower Chemical Waste: Pure salt means less purification is needed later in the process.
-
Faster Batch Cycles: A cleaner separation happens more quickly, allowing your factory to move through more batches per day.
-
Higher Byproduct Value: Recovering high-purity glycerin is only possible if the salt used in the separation process is clean. This creates an additional revenue stream for your business.
5. Salt in Liquid Detergents and Shampoos
While we often think of solid bars, industrial salt for soap manufacturing is equally vital in the liquid detergent and shampoo sectors. Here, salt acts as a “Viscosity Modifier.”
-
Thickening: By adding small, precise amounts of salt, manufacturers can thicken a liquid detergent, giving it the premium “rich” feel that consumers associate with quality.
-
Stability: Salt helps stabilize the surfactants in the liquid, ensuring that the ingredients don’t separate over time while sitting on a retail shelf.
Sama United specializes in providing the fine-grain salt required for these liquid applications, ensuring rapid and complete solubility without any sediment.

Industrial salt for soap manufacturing: The Vital Link to Quality and Efficiency
6. Logistical Reliability: The Sama United Promise
Soap manufacturers operate on “Just-in-Time” production schedules. A delay in the salt supply can shut down an entire factory. At Sama United, we treat our logistics with the same precision as our chemistry.
-
Bulk Strategic Sourcing: We maintain massive inventories to ensure that our soap-manufacturing partners are never left without raw materials.
-
Global Export Expertise: Whether your factory is in Europe, the UK, or the Middle East, our logistics team handles the complexities of international shipping and customs.
-
Professional Packaging: Our 25kg bags and 1000kg Big Bags are designed to keep the salt dry and free-flowing, even during long-distance sea freight.
7. The Environmental Angle: Sustainable Soap Production
As the world moves toward “Green Chemistry,” the source of your salt matters. Industrial salt for soap manufacturing from Sama United is primarily sourced from solar evaporation—the most environmentally friendly way to produce salt.
By utilizing the sun and the wind for the primary harvest, we provide a product with a significantly lower carbon footprint than traditional salt mining. This allows our clients to claim a more sustainable supply chain, a key selling point for modern eco-conscious consumers.
8. Why Your R&D Team Will Love Sama United
Research and Development (R&D) teams in the soap industry are constantly looking for ways to improve foam stability and skin feel. They need a “constant variable” to work with.
When you use Sama United as your primary supplier, you are providing your R&D team with a standardized, high-performance mineral. Our consistency allows your chemists to innovate without worrying about “batch-to-batch” variability. We provide the Certificates of Analysis (CoA) for every shipment, giving your technical team 100% transparency into the purity levels they are working with.
9. Case Study: Solving the “Soft Soap” Crisis
Recently, a regional soap manufacturer contacted Sama United because their bars were coming out of the mold too soft, causing them to deform during packaging. After analyzing their process, we discovered they were using a low-grade salt with high moisture and high magnesium content.
We switched them to our high-purity industrial salt for soap manufacturing. The result? The “Salting Out” process became 20% more efficient, and the bars achieved the perfect hardness within hours. This change saved the company thousands of pounds in wasted packaging and rejected product.
10. The Future: Scaling Your Soap Brand with Sama United
As your soap business grows, you need a partner who can scale with you. Whether you are moving from producing 5,000 bars a month to 5,000,000, Sama United has the logistical capacity and the mineral reserves to support your journey. We view our clients as long-term partners, and our goal is to see your brand succeed in the global market.

Industrial salt for soap manufacturing: The Vital Link to Quality and Efficiency
Conclusion Industrial salt for soap manufacturing : Quality Begins with the Right Mineral
In conclusion, industrial salt for soap manufacturing is the silent architect of the soap industry. It purifies, it hardens, it thickens, and it stabilizes. Without it, the modern world would be a much less clean place.
At Sama United Industrial salt for soap manufacturing , we are proud to be the foundation of this vital industry. We understand the chemistry, the economics, and the logistics of soap making. When you choose us, you aren’t just buying salt; you are buying the peace of mind that comes with professional-grade sourcing and expert service. Let us provide the purity your soap deserves.
Are you ready to elevate your soap production? Contact the experts at Sama United today for a technical consultation and a customized quote for your bulk industrial salt needs.
by norhan | Jun 7, 2026 | Industrial Salt, Salt
Global bulk salt shipping is a marvel of modern engineering and logistics that ensures the wheels of the world’s heavy industries keep turning. At Sama United, we move mountains of salt every year, and we understand that salt is not just another cargo. It is a heavy, corrosive, and hygroscopic mineral that requires a sophisticated logistics strategy to move across oceans safely and economically. When you are dealing with thousands of tons of sodium chloride, the margin for error is slim. A minor delay or a failure in moisture control can lead to massive financial losses.
As experts at Sama United, we have mastered the complexities of the global supply chain. We know that the journey from the salt pans to a factory gate in Europe, the UK, or Asia involves a series of high-stakes decisions. Whether you are shipping salt for de-icing, chemical production, or textile dyeing, the logistics must be precision-engineered. In this comprehensive guide, we will explore the essential factors involved in global bulk salt shipping and how Sama United ensures that our salt arrives in pristine condition, regardless of the distance.

Global bulk salt shipping: A Deep Dive into Worldwide Industrial Salt Logistics
1. The Weight Factor: Navigating Tonnage and Density
The first challenge in global bulk salt shipping is the sheer density of the product. Salt is heavy. In the shipping world, this means that a container or a vessel will often reach its weight limit long before it reaches its volume limit.
At Sama United, we work closely with shipping lines to optimize “Deadweight Tonnage” (DWT). We advise our clients on the most efficient ways to load:
-
Full Container Loads (FCL): For medium-scale industrial needs, we utilize 20-foot containers, which are better suited for heavy, dense materials than 40-foot containers.
-
Breakbulk Vessels: For our largest industrial partners, we coordinate entire ships (Handysize or Supramax vessels) that can carry 25,000 to 50,000 tons of salt in a single voyage. This is the ultimate expression of scale in global bulk salt shipping.
2. Managing Moisture: The Hygroscopic Challenge
Salt is “hygroscopic,” meaning it has a natural tendency to absorb moisture from the air. In the middle of the ocean, humidity is a constant factor. If salt absorbs too much moisture, it can “cake” or turn into a solid block, making it impossible to unload.
To protect the integrity of our cargo, Sama United employs several moisture-management strategies:
-
Heavy-Duty Liners: Every “Big Bag” or container we ship is fitted with specialized polyethylene liners that act as a vapor barrier.
-
Ventilation Protocols: For bulk carriers, we ensure that the ship’s holds are properly ventilated to prevent the “sweating” that occurs when temperatures fluctuate during the journey.
-
Kiln-Drying: For specific chemical-grade salts, we ensure the moisture content is reduced to below 0.1% before shipping, ensuring it remains free-flowing upon arrival.
3. Corrosion Control: Protecting the Infrastructure
Sodium chloride is notoriously corrosive to steel. This is a major concern in global bulk salt shipping, as it can damage the shipping containers and the internal structures of the bulk carriers.
At Sama United, we take full responsibility for the safety of the transport.
-
Container Maintenance: We inspect every container for structural integrity and ensure that the protective coatings are intact.
-
Cleaning Protocols: After salt is transported, the vessels and containers must be thoroughly washed with fresh water to prevent long-term rust. By managing these small details, we maintain excellent relationships with the world’s leading shipping lines, ensuring our clients always have access to the best freight rates.
4. The Choice of Packaging: Bags vs. Loose Bulk
One of the most important logistical decisions in global bulk salt shipping is how the salt is packaged. This choice depends on the infrastructure at the destination port and the needs of the client’s factory.
-
FIBC (Big Bags): Most of our industrial clients prefer 1,000kg or 1,250kg Flexible Intermediate Bulk Containers. These are easy to handle with forklifts and provide excellent protection against contamination.
-
25kg Sacks: Ideal for smaller factories or those without heavy-duty unloading equipment. We palletize and shrink-wrap these for maximum stability.
-
Loose Bulk: This is the most cost-effective method for massive chemical plants. The salt is loaded directly into the ship’s hold using conveyor belts and unloaded using giant grab-cranes. Sama United coordinates every step of this heavy-duty transfer.
5. Navigating International Trade and Customs
Global bulk salt shipping is as much about paperwork as it is about ships. Every country has different health, origin, and safety regulations. As a UK-registered company (Sama United Ltd), we operate with the highest levels of transparency and compliance.
Our logistics team handles:
-
Certificates of Analysis (CoA): Proving the purity and grade of the salt.
-
Health and Origin Certificates: Essential for clearing customs in the UK, EU, and Middle East.
-
Customs Brokerage: We work with expert brokers to ensure that our salt is classified correctly, preventing expensive delays and ensuring our clients pay the correct duties and taxes.
6. Strategic Sourcing and Port Logistics
Where the salt is shipped from is just as important as where it is going. Sama United utilizes strategic sourcing from the Mediterranean and Middle Eastern regions.
By selecting ports with deep-water capabilities and efficient loading technology, we reduce the “Turnaround Time” for vessels. This efficiency is a core part of how we manage to keep our pricing competitive in the global bulk salt shipping market. We choose ports that are located near major shipping lanes, reducing the number of “deviation days” for the vessels.

Global bulk salt shipping: A Deep Dive into Worldwide Industrial Salt Logistics
7. Real-Time Tracking and Communication
In the modern world, our clients need to know exactly where their thousands of tons of salt are at any given moment. Sama United utilizes advanced tracking systems to provide real-time updates.
Whether your salt is currently being loaded at the port, crossing the Atlantic, or clearing customs, our team provides proactive communication. We understand that your factory’s production schedule depends on our delivery, and we take that responsibility very seriously.
8. Reducing the “Cost per Ton”: Freight Rate Management
The cost of global bulk salt shipping is highly volatile, influenced by fuel prices (Bunker Adjustment Factor), seasonal demand, and geopolitical events.
At Sama United, we leverage our bulk buying power to secure the best possible freight rates. We don’t just accept the first quote; we negotiate with multiple shipping lines and freight forwarders. By offering long-term supply contracts to our clients, we can “lock in” logistics costs, protecting your business from the sudden price spikes that often hit those who buy on the spot market.
9. Sustainability in Salt Logistics
As the world moves toward a greener future, global bulk salt shipping must also adapt. Sama United is committed to reducing the environmental impact of our logistics.
-
Optimizing Shipments: By maximizing container loads, we reduce the total number of shipments needed, lowering the CO2 emissions per ton.
-
Eco-Friendly Packaging: We are increasingly moving toward recyclable polypropylene for our big bags.
-
Solar Salt Priority: By sourcing salt harvested through solar evaporation (which uses the sun and wind), we start with a product that has a much lower carbon footprint than mined rock salt.
10. Why Partner with Sama United for Your Global Logistics?
Shipping thousands of tons of salt across the globe is not a job for amateurs. It requires a partner with deep technical knowledge, a global network of shipping contacts, and a commitment to quality. Sama United provides exactly that.
We offer:
-
UK-Based Professionalism: We operate with the integrity and reliability of a UK-registered company.
-
Customized Solutions: We don’t believe in “one size fits all.” We tailor the packaging, the vessel type, and the shipping route to fit your specific budget and timeline.
-
Expert Oversight: From the moment the salt is harvested until it is offloaded at your facility, our experts are monitoring every detail.

Global bulk salt shipping: A Deep Dive into Worldwide Industrial Salt Logistics
Conclusion Global bulk salt shipping : Seamless Salinity Across the Globe
In conclusion, global bulk salt shipping is the vital link between the world’s salt resources and the industries that depend on them. It is a complex, challenging, but ultimately rewarding process that requires constant vigilance and expertise.
At Sama United, we take pride in being the bridge that connects continents. We handle the heavy lifting, the complex paperwork, and the moisture-laden sea breezes so that you can focus on what you do best: running your business. Let our expertise in global logistics be the foundation of your industrial success.
Are you ready to streamline your international salt supply? Contact the logistics experts at Sama United today for a personalized quote and a shipping plan tailored to your worldwide business needs.

by norhan | Jun 5, 2026 | Industrial Salt, Salt
High performance chemical grade salt is much more than a simple mineral additive; it is the silent engine that drives the efficiency, safety, and profitability of modern industrial plants. At Sama United, we have spent years working closely with factory managers, chemical engineers, and procurement officers. We have seen firsthand that while salt might be a small line item in a massive budget, its quality dictates the health of your entire production line. In an era where precision is the baseline for competition, using generic salt in a specialized factory setting is a risk that most market leaders are no longer willing to take.
As experts at Sama United, we often tell our partners that “salt is not just salt.” There is a world of difference between standard industrial salt and the ultra-pure, high performance grades required for sophisticated chemical processes. Whether your factory is involved in textile dyeing, plastic manufacturing, water treatment, or metal processing, the salt you choose is a fundamental chemical reagent. In this guide, we will explore why high performance chemical grade salt from Sama United is the smartest investment your facility can make this year.
High performance chemical grade salt: The Essential Foundation for Your Factory’s Success
1. The Purity Gap: Why “Good Enough” is No Longer Enough
The most critical factor that distinguishes high performance chemical grade salt from its lower-quality counterparts is chemical purity. In a lab or a large-scale chemical reactor, the goal is always a predictable reaction. Standard salt often contains trace amounts of magnesium, calcium, and heavy metals. While these might seem insignificant (often less than 1%), they act as “interlopers” in your chemical equations.
At Sama United, our high performance grades boast a sodium chloride (NaCl) purity that often exceeds 99.5%. By eliminating these impurities, we provide your factory with a “blank canvas.”
-
Predictable Reactions: Your chemists can calculate dosing with 100% accuracy.
-
Reduced Side Reactions: Fewer impurities mean fewer unwanted chemical byproducts, ensuring your final product meets the highest quality standards.
-
Brilliant Results: In industries like glass and ceramics, purity prevents discoloration, ensuring a crystal-clear finish.
2. Protecting Your Industrial Infrastructure: The War Against Scaling
One of the most expensive headaches for any factory manager is equipment downtime. Generic salt is notorious for causing “scaling” and mineral buildup in boilers, pipes, and electrolytic cells. This is primarily due to high levels of calcium and magnesium found in lower-grade salts.
When you switch to high performance chemical grade salt from Sama United, you are essentially buying insurance for your machinery.
-
Extended Equipment Life: Pure salt doesn’t leave behind the hard mineral crust that chokes industrial piping.
-
Lower Maintenance Costs: Fewer “shut-down days” for descaling means more productive hours for your factory.
-
Energy Efficiency: A clean heat exchanger or boiler operates much more efficiently than one coated in mineral scale, directly reducing your factory’s energy bills.
3. Consistency: The Key to Large-Scale Industrial Yield
In large-scale manufacturing, consistency is the holy grail. If your raw materials vary from one batch to the next, your final product will too. This variability is a nightmare for quality control teams.
Sama United prides itself on being a stabilizer in your supply chain. Our high performance chemical grade salt undergoes rigorous granulometry (grain size) testing. Whether you need an ultra-fine powder for rapid dissolution or a specific crystal size for slow-release applications, we provide batch-to-batch uniformity. This ensures that your production parameters remain stable, your “yield” stays high, and your customers receive the same perfect product every single time.
4. The Competitive Edge in Textiles and Dyeing
For our clients in the textile industry, the role of salt is vital. Salt is used to “push” the dye into the fabric. However, if that salt contains trace iron or copper, it can actually alter the shade of the dye. Your “perfect blue” could easily become a “muddy teal.”
By utilizing high performance chemical grade salt, textile factories can achieve deeper, more vibrant colors with less dye. Sama United understands the delicate chemistry of the dye vat. Our salt is “soft” and pure, ensuring that the only thing binding to your fabric is the color you intended. This level of performance is what allows premium clothing brands to maintain their high standards.
5. Chlor-Alkali and Plastics: Driving the Global Economy
The plastics industry, specifically the production of PVC, relies heavily on the electrolysis of salt brine. This process is incredibly sensitive. Modern “Membrane Cell” technology requires salt of the highest chemical grade to prevent fouling the expensive membranes.
At Sama United, we provide the foundation for these massive sectors. Our high performance chemical grade salt is specifically refined to meet the “Electrolysis Grade” standards. By choosing a partner who understands the technical requirements of the chlor-alkali process, factories can maximize their chlorine and caustic soda output while protecting their multi-million-pound investment in electrolytic cells.
High performance chemical grade salt: The Essential Foundation for Your Factory’s Success
6. Solving the Water Treatment Puzzle
Industrial water treatment is a 24/7 operation. Whether it’s for a city’s drinking water or an industrial cooling tower, the salt used for resin regeneration must be pure. Impure salt can “poison” the ion-exchange resins, rendering them useless over time.
Factories that use high performance chemical grade salt from Sama United see a longer lifespan for their water treatment systems. Our salt dissolves cleanly and completely, leaving no sediment at the bottom of your brine tanks and ensuring that your water remains soft and your systems remain scale-free.
7. Logistics and Supply Chain Resilience: The Sama United Way
In the industrial world, the best product in the world is useless if it isn’t there when you need it. Sama United is more than just a supplier; we are a logistics powerhouse. We understand that a factory cannot wait.
We offer:
-
Bulk Strategic Sourcing: Ensuring we have the volume to handle your largest orders.
-
Professional Packaging: Our 25kg and 1000kg Big Bags are designed for the rigors of industrial handling and long-distance export.
-
UK-Based Reliability: Registered in the UK, Sama United Ltd operates with a commitment to transparency, ethical business practices, and international standards.
8. The ROI of Quality: Why Pure Salt is Actually Cheaper
There is a common misconception that high-purity salt is an “extra expense.” At Sama United, we challenge our clients to look at the “Total Cost of Ownership.”
When you buy cheap, low-grade salt, you pay for it in other ways:
-
More Chemical Additives: You have to use more chemicals to purify the brine.
-
More Maintenance: Frequent cleaning of clogged filters and pipes.
-
Higher Waste: Inconsistent batches that have to be discarded.
When you invest in high performance chemical grade salt, you are reducing these hidden costs. In the long run, pure salt is the most cost-effective choice for any modern factory.
9. Sustainability and Environmental Responsibility
As we move toward “Green Manufacturing,” the environmental impact of your raw materials matters. Sama United prioritizes salt harvested through solar evaporation—the most natural and energy-efficient way to produce salt. By choosing our high performance chemical grade salt, you are supporting a supply chain that respects the ocean’s ecosystem and utilizes renewable energy (sun and wind) for the primary harvest.
10. Expert Consultation: Partnering with Sama United
We don’t just ship bags of salt; we provide solutions. Our team at Sama United is available to consult with your technical department to determine the exact specification your factory needs. Do you need a specific moisture level? A certain pH balance? A particular grain size? We have the technical expertise to tailor our supply to your machinery.

High performance chemical grade salt: The Essential Foundation for Your Factory’s Success
In conclusion, high performance chemical grade salt is the foundation upon which industrial excellence is built. It protects your expensive machinery, ensures the quality of your products, and stabilizes your production costs. In a world where every percentage point of efficiency matters, your choice of salt supplier is a strategic decision.
At Sama United, we are dedicated to providing the purity, consistency, and logistical reliability that the modern factory demands. We invite you to experience the difference that professional-grade sourcing can make. Let us handle the chemistry of your salt, so you can focus on building the future of your industry.
Are you ready to optimize your factory’s output? Contact the experts at Sama United today for a technical consultation and a customized quote for your bulk chemical grade salt needs.
by norhan | Jun 3, 2026 | Industrial Salt, Salt
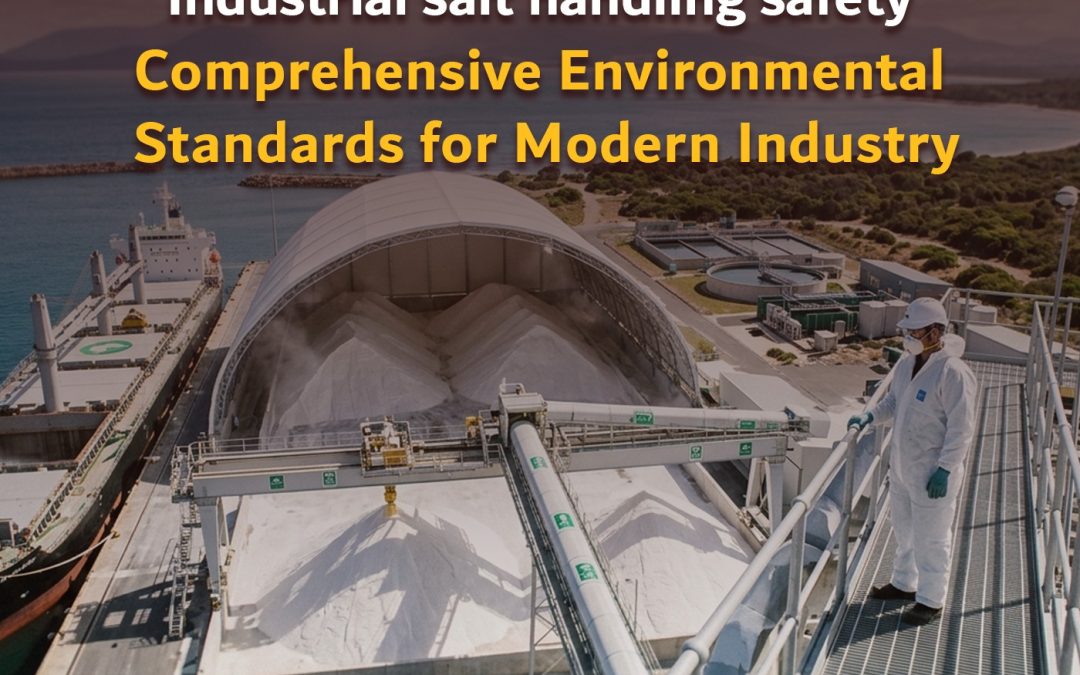
Industrial salt handling safety is a critical pillar of modern industrial operations that often goes overlooked. At Sama United, we have spent years supplying high-purity salt to the world’s largest chemical, textile, and manufacturing plants. One lesson we’ve learned is that while salt is a natural mineral, handling it on an industrial scale requires a sophisticated understanding of environmental science and safety protocols. When you are moving thousands of tons of sodium chloride, it is no longer just a “simple mineral”—it is a powerful substance that, if mismanaged, can significantly impact the surrounding ecosystem.
As experts at Sama United, we believe that the true value of a supplier lies in their ability to guide clients through the complexities of safe handling. Whether you are using salt for water treatment, de-icing, or as a chemical precursor, maintaining high environmental standards is essential for regulatory compliance, worker safety, and the long-term health of our planet. In this comprehensive guide, we will explore the essential factors of industrial salt handling safety and how Sama United helps its partners achieve zero-impact operations.

Industrial salt handling safety: Comprehensive Environmental Standards for Modern Industry
1. The Environmental Challenge: Understanding Brine Runoff
The primary environmental concern in industrial salt handling safety is “Brine Runoff.” When large stockpiles of salt are exposed to rain or high humidity, the salt dissolves and creates a highly concentrated saline solution (brine).
If this brine is not contained:
-
Groundwater Contamination: It can seep into the soil and reach underground aquifers, raising salinity levels and making water undrinkable.
-
Vegetation Damage: High salt concentrations in the soil create “physiological drought” for plants, essentially dehydrating and killing nearby flora.
-
Aquatic Life Impact: If runoff reaches local streams or ponds, it can disrupt the osmotic balance of freshwater fish and insects.
At Sama United, we work with our clients to design storage solutions that utilize impermeable floors and drainage systems that capture and treat any accidental runoff before it leaves the facility.
2. Best Practices for Bulk Storage and Containment
Proper storage is the foundation of industrial salt handling safety. At Sama United, we recommend a “Covered Storage” policy for all bulk industrial salt.
-
Impermeable Bases: Salt should always be stored on high-density concrete or asphalt pads. These surfaces prevent the salt from leaching into the ground.
-
Roofing and Enclosures: Storing salt inside a permanent structure or under high-quality, UV-resistant tarps significantly reduces the risk of wind-blown salt dust and rain-induced runoff.
-
Berms and Barriers: Constructing low walls or berms around the loading zones ensures that any spilled salt is contained within a designated area and can be easily cleaned up.
3. Salt Dust Control: Protecting Air Quality and Health
During the loading and unloading process, salt particles can become airborne. Managing this dust is a vital part of industrial salt handling safety.
-
Equipment Maintenance: Using closed conveyor systems and well-maintained pneumatic blowers can reduce dust clouds.
-
Wetting Techniques: In some dry-climate environments, lightly misting the salt with water (carefully regulated to avoid clumping) can help keep dust particles on the ground.
-
Worker Respiratory Safety: While salt dust is not toxic, it is an irritant. At Sama United, we advise all handlers to use appropriate masks and goggles when working in high-dust environments to prevent respiratory and eye irritation.
4. Personal Protective Equipment (PPE) for Handlers
Human safety is the core of industrial salt handling safety. Salt can be surprisingly harsh on the human body over long periods of exposure.
-
Skin Protection: Prolonged contact with salt can cause “salt sores” or extreme skin dryness. Workers should wear moisture-resistant gloves and protective clothing.
-
Eye Safety: Salt crystals can be sharp and abrasive. Safety goggles are mandatory during any bulk transfer operation.
-
Footwear: Salt is highly corrosive to leather and some rubbers. Specialized safety boots that are resistant to chemical corrosion are necessary for workers frequently walking on salt-treated surfaces.
5. Managing Spills: The “Dry Cleanup” Rule
When a spill occurs during transport or loading, the immediate reaction might be to wash it away with water. However, in industrial salt handling safety, this is the worst possible action. Washing salt away creates instant brine that is much harder to contain.
The Sama United protocol for spill management is “Dry Cleanup”:
-
Stop the Source: Immediately stop the loading or transport.
-
Mechanical Recovery: Use brooms, shovels, or industrial vacuums to collect the dry salt.
-
Recycle or Dispose: If the salt is still pure, it can be returned to the stockpile. If contaminated, it should be disposed of in a designated hazardous-safe landfill.
Industrial salt handling safety: Comprehensive Environmental Standards for Modern Industry
6. Corrosion Prevention in Industrial Infrastructure
Salt is a natural corrosive agent. One of the logistical aspects of industrial salt handling safety is protecting the very equipment used to handle the salt.
-
Non-Corrosive Materials: Whenever possible, use fiberglass, plastic, or stainless steel for hoppers and piping.
-
Regular Wash-downs: While we avoid washing salt into the environment, industrial machinery (like trucks and loaders) must be washed regularly in a dedicated wash-bay that captures and recycles the salty water. This prevents the “rusting out” of expensive infrastructure.
7. Regulatory Compliance and the MSDS
Every manager responsible for industrial salt handling safety must be intimately familiar with the Material Safety Data Sheet (MSDS) or the Safety Data Sheet (SDS).
At Sama United, we provide comprehensive SDS documentation for all our products. These sheets detail the chemical properties, hazard levels (which are low for NaCl but still exist), and emergency procedures. Staying compliant with local environmental agencies requires keeping these records updated and ensuring that all staff are trained in their contents.
8. Training and Human Factors
Technology and infrastructure only work if the people involved are trained. A major part of the Sama United mission is education. We offer consultation to our clients’ safety officers to ensure that every forklift operator and warehouse manager understands the environmental stakes. A culture of safety reduces accidents, minimizes environmental fines, and improves the overall efficiency of the plant.
9. Sustainability and Ethical Sourcing
We believe that industrial salt handling safety begins at the source. At Sama United, we prioritize salt harvested through traditional solar evaporation. This process is inherently more sustainable and often results in a product with fewer chemical additives than salt derived through heavy mining. By starting with a cleaner, more natural product, the environmental management at the final destination becomes significantly easier.
10. Why Partner with Sama United for Safety?
Choosing Sama United means choosing a partner who values your reputation and your environmental footprint as much as you do. We don’t just “drop and go.” We ensure our delivery drivers follow strict safety protocols during unloading, and we provide packaging solutions that are durable and leak-proof.
Our UK-based headquarters (Sama United Ltd) ensures that we operate under some of the world’s strictest corporate responsibility standards. We bring this professionalism to every client, whether they are in the UK, Europe, or beyond. We understand that your business’s sustainability goals are ambitious, and our goal is to provide the high-quality salt you need without compromising your environmental integrity.

Industrial salt handling safety: Comprehensive Environmental Standards for Modern Industry
Conclusion: Safety as a Competitive Advantage
In conclusion, industrial salt handling safety is not just a list of rules; it is a mindset that protects your employees, your infrastructure, and the natural world. In the modern industrial landscape, being “Green” and “Safe” is a major competitive advantage. Companies that manage their salt supplies with environmental precision are viewed more favorably by regulators and consumers alike.
At Sama United, we are proud to be the foundation of this safety-first approach. Let us help you optimize your salt handling processes, secure your containment systems, and ensure that your use of this essential mineral is as clean and safe as possible. Together, we can build an industrial future that is both productive and planet-friendly.
Are you reviewing your environmental safety protocols? Contact the experts at Sama United today for a safety consultation and a quote for our high-purity, safely-handled industrial salt solutions.
by norhan | Jun 1, 2026 | Industrial Salt, Salt
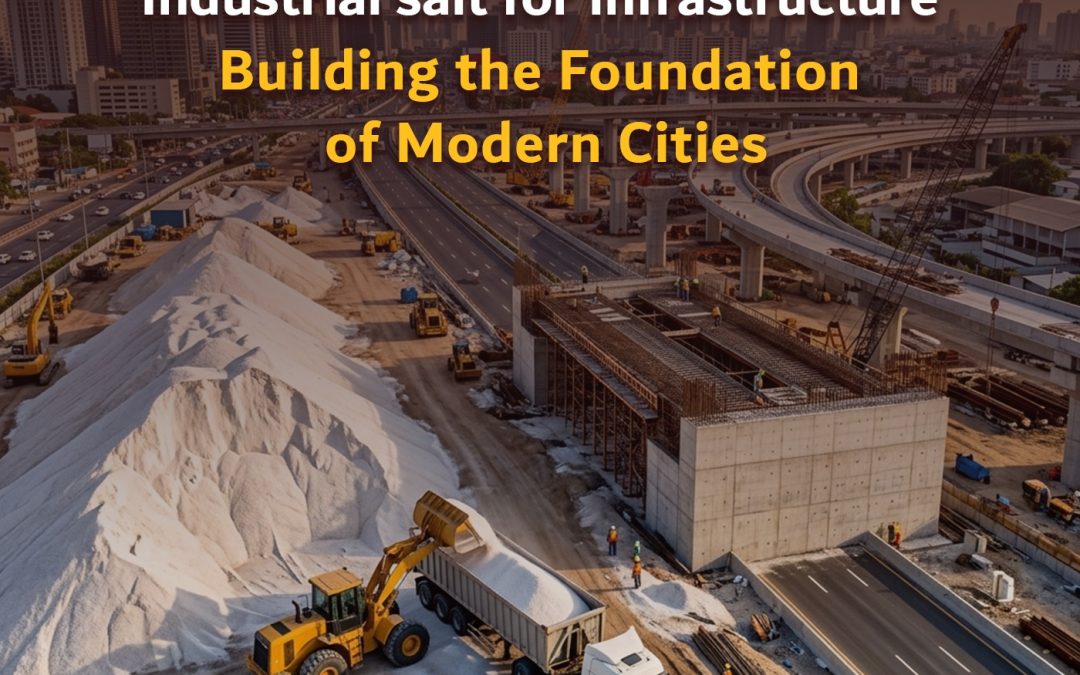
Industrial salt for infrastructure projects is a concept that often surprises those outside the engineering world. We usually associate salt with our dining tables or food preservation, but in the realm of large-scale construction and civil engineering, salt is a silent titan. At Sama United, we have seen our high-purity minerals integrated into the very fabric of modern cities—from the pipes that carry water to the roads that connect nations, and even the skyscrapers that define our skylines.
As experts at Sama United, we believe that infrastructure is more than just concrete and steel; it is a complex chemical equation. Salt is one of the most vital variables in that equation. Whether it is used to stabilize the ground beneath a new highway or as a precursor for the chemicals that create glass and aluminum, industrial salt for infrastructure is an indispensable resource. In this comprehensive guide, we will explore the multi-faceted roles of salt in the development of modern systems and explain why Sama United is the trusted partner for large-scale infrastructure sourcing.

Industrial salt for infrastructure: Building the Foundation of Modern Cities
1. Road Construction and Soil Stabilization
The most direct application of industrial salt for infrastructure is found beneath our feet. Before a single layer of asphalt is laid, the ground must be prepared. Soil stabilization is a critical phase in road building, particularly in areas with high clay content.
At Sama United, we provide specialized salt grades that help engineers achieve “Chemical Stabilization.” When salt is mixed with certain types of soil:
-
Moisture Control: It helps maintain a consistent moisture level, preventing the soil from shrinking or swelling, which causes cracks in the road.
-
Density Improvement: Salt increases the compaction density of the roadbed, creating a stronger foundation that can handle heavier loads.
-
Frost Resistance: By lowering the freezing point of the moisture within the soil, it prevents “frost heave,” a major cause of road damage in colder climates.
2. Winter Maintenance: Protecting the Arteries of Trade
While building a road is one thing, keeping it open is another. The use of industrial salt for infrastructure maintenance is perhaps its most visible role. Every year, millions of tons of salt are used to de-ice highways, bridges, and runways.
Sama United plays a vital role in this safety chain. We understand that road salt is not just a commodity; it is a public safety tool. Our salt is processed to have the ideal granulometry (grain size) for mechanical spreaders, ensuring that it stays on the road surface and melts ice efficiently. By keeping trade routes open during the harshest winters, we help maintain the economic flow of nations and protect thousands of lives daily.
3. The Chemical Precursor for Construction Materials
Infrastructure is also built from the products of the chemical industry, most of which start with salt. When we talk about industrial salt for infrastructure, we are talking about the “Building Blocks” of modern materials:
PVC for Piping and Windows
Modern cities run on a network of PVC (Polyvinyl Chloride) pipes for water, gas, and drainage. As we’ve discussed in our petrochemical insights, PVC is 57% chlorine, which comes directly from salt. At Sama United, we provide the high-purity salt required for the chlor-alkali process that makes these durable, rust-proof pipes possible.
The sleek aluminum frames of modern skyscrapers and the glass in their windows wouldn’t exist without salt. Salt is used to produce caustic soda and soda ash, essential chemicals for refining bauxite into aluminum and for the manufacturing of glass. By supplying the salt that fuels these industries, Sama United is indirectly helping to shape the skyline of every major city.
4. Large-Scale Water Treatment Systems
Infrastructure isn’t just about what you see; it’s about the utilities that make a city livable. Modern water treatment and desalination plants are massive infrastructure projects that rely heavily on salt.
Industrial salt for infrastructure in the water sector is used for:
-
Ion Exchange: Regenerating the resin beads in industrial-scale water softeners to prevent limescale buildup in city-wide piping systems.
-
On-Site Chlorine Generation: Many modern treatment plants use salt and electrolysis to create their own chlorine disinfectants on-site, which is safer and more efficient than transporting liquid chlorine.
Sama United works closely with municipal water authorities to ensure they have a steady supply of high-solubility salt that protects their expensive filtration and treatment equipment.

Industrial salt for infrastructure: Building the Foundation of Modern Cities
5. Salt in Concrete and Steel Production
While you won’t find salt as a primary ingredient in concrete (as salt can actually corrode the rebar), it is used in the manufacturing of many concrete additives and admixtures. These chemicals help concrete set faster in cold weather or improve its workability.
Furthermore, in the steel industry, salt is often used in the “descaling” process. When steel is hot-rolled, an oxide scale forms on the surface. Salt helps remove this scale, ensuring that the structural steel used in bridges and buildings is smooth and ready for coating or welding. At Sama United, we provide the industrial-grade salt needed for these harsh metallurgical environments.
6. Energy Infrastructure: The Role of Salt in Power Plants
Our energy grid is perhaps the most critical infrastructure of all. Whether it’s a traditional coal-fired plant or a modern solar thermal facility, salt is there.
-
Thermal Energy Storage: Some “Concentrated Solar Power” (CSP) plants use molten salts to store heat from the sun, allowing them to generate electricity even after the sun goes down.
-
Cooling Systems: Power plants use massive amounts of water for cooling. Sama United provides the salt used to treat this water, preventing mineral buildup in the cooling towers and heat exchangers.
7. Logistics: Delivering the Scale that Infrastructure Demands
Infrastructure projects are measured in years and decades, and they require a partner who can handle the sheer scale of the demand. This is where Sama United stands out. Moving industrial salt for infrastructure requires:
-
Strategic Stockpiling: We maintain large reserves to ensure that a sudden highway construction project or a massive winter storm doesn’t result in a shortage.
-
Heavy-Duty Logistics: We utilize bulk sea freight and specialized trucking to move thousands of tons of salt directly to the construction site or the municipal warehouse.
-
Custom Packaging: Whether you need 1,000kg Big Bags for a construction site or loose bulk for a silo, we adapt our delivery to fit your operational needs.
8. The Sama United Commitment to Quality and Purity
In an infrastructure project, there is no room for error. Using poor-quality salt with high levels of impurities can have long-term consequences, such as the premature degradation of pipes or the failure of a soil stabilization project.
At Sama United, we provide a Certificate of Analysis (CoA) with every shipment. We ensure that our industrial salt for infrastructure is:
-
Consistent in Grain Size: Crucial for uniform soil mixing and road spreading.
-
Low in Harmful Impurities: Protecting the chemical integrity of the products it helps create.
-
Sustainable Sourced: We prioritize solar-evaporated salt, helping project managers meet their “Green Building” and sustainability targets.
9. The Future: Smart Cities and Salt
As we move toward “Smart Cities,” the demand for salt is only increasing. High-tech manufacturing, semi-conductors, and even the lithium-ion batteries used in electric vehicle charging infrastructure all require chemical precursors derived from salt. Sama United is already looking ahead, positioning ourselves as the primary supplier for the materials that will build the cities of 2050.
10. Why Partner with Sama United for Your Next Project?
Choosing Sama United Industrial salt for infrastructure means choosing a partner who understands the high stakes of civil engineering. We don’t just ship salt; we provide the foundational material for progress. Our team of logistics and technical experts is dedicated to ensuring that your project stays on schedule and within budget.
We understand that in the world of infrastructure, reliability is the greatest currency. From the UK to the Middle East and beyond, Sama United is proud to be the salt supplier of choice for the projects that define our modern world.

Industrial salt for infrastructure: Building the Foundation of Modern Cities
Conclusion Industrial salt for infrastructure : Salt as the Silent Architect
In conclusion, industrial salt for infrastructure is a testament to the versatility of this incredible mineral. It is the invisible force that makes our roads safer, our water cleaner, and our buildings stronger. As we continue to expand and modernize our global infrastructure, the role of salt will only become more vital.
At Sama United Industrial salt for infrastructure , we invite you to build the future with us. Let our expertise in sourcing, refining, and logistics provide the salt your next big project needs to succeed. Together, we can build a world that is stronger, safer, and more connected.
Are you managing a large-scale construction or municipal project? Contact the infrastructure experts at Sama United today for a customized salt supply solution and a bulk quote.
by norhan | May 30, 2026 | Industrial Salt, Salt
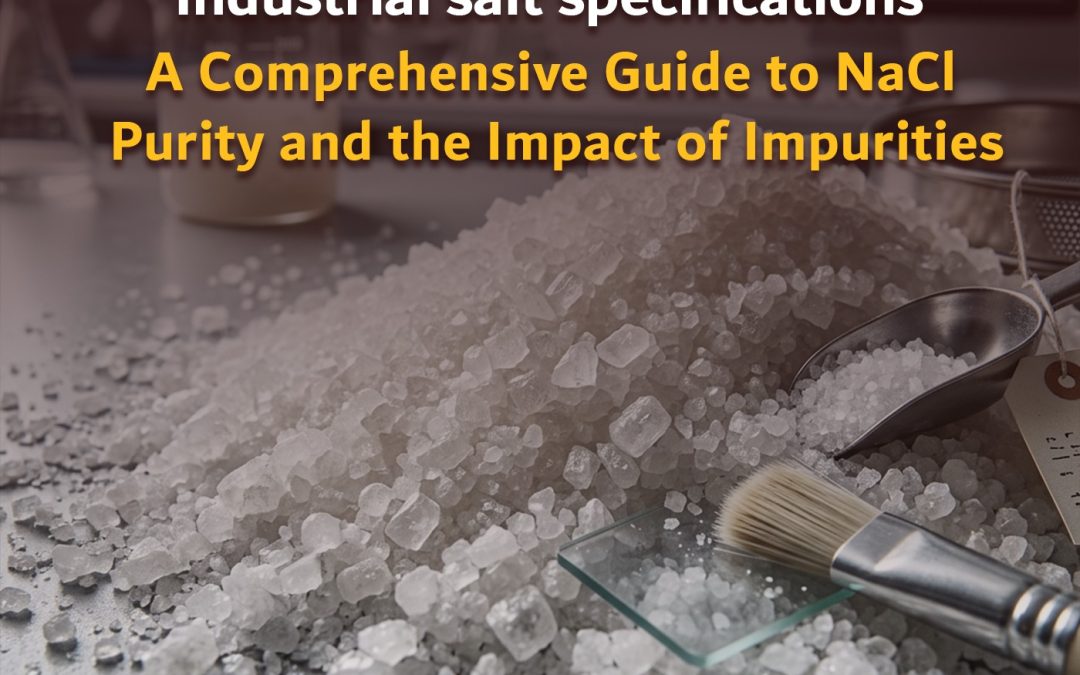
Industrial salt specifications are the first thing any procurement manager or chemical engineer looks at, yet they are often the most misunderstood part of the supply chain. At Sama United, we have seen that many businesses treat salt as a simple mineral that “just works.” However, when you are running a multi-million pound industrial plant, the specific chemical makeup of your salt isn’t just a detail—it is the difference between a high-yield production run and an expensive equipment failure.
In our years of experience at Sama United, we have learned that salt is effectively a chemical reagent in the industrial world. Whether it is used in textile dyeing, water softening, or the massive chlor-alkali sector, the “spec sheet” is your roadmap to success. In this guide, we will break down the essential industrial salt specifications, focusing on why Sodium Chloride (NaCl) content is the headline, but the tiny percentages of impurities are the real story.

Industrial salt specifications: A Comprehensive Guide to NaCl Purity and the Impact of Impurities
The Foundation: Sodium Chloride (NaCl) Content
The most prominent feature of any industrial salt specifications document is the NaCl percentage. This number tells you the purity of the salt. In the industrial world, we generally look for a purity level of 98% to 99.9%.
At Sama United, we emphasize to our partners that “purity” is more than just a marketing term. For the chlor-alkali industry, where salt is split into chlorine and caustic soda through electrolysis, a high NaCl content is non-negotiable. Low purity means you are paying to ship and process “filler” material that doesn’t contribute to your final product. Higher NaCl content typically translates to better electrical conductivity in brine and fewer chemical side reactions.
The “Hidden” Disruptors: Understanding Impurities
While high NaCl is vital, the “minority ingredients” on the spec sheet are what keep industrial engineers awake at night. In our work at Sama United, we classify these impurities into four main categories, each with its own set of consequences.
1. Calcium and Magnesium (Water Hardness)
On most industrial salt specifications, you will see these listed in “ppm” (parts per million). These are the minerals that cause water hardness.
-
In Water Softening: If the salt used to regenerate the resin is high in calcium and magnesium, it defeats the purpose of the softener.
-
In Textiles: High calcium can interfere with the dye’s ability to bond with the fabric, leading to “spotting” or uneven colors.
-
The Sama United Standard: We provide salt with ultra-low hardness profiles, specifically for industries where mineral buildup can ruin delicate chemical balances.
2. Sulfates (
SO4SO4
)
Sulfate is another critical impurity to monitor. In electrolytic cells, high sulfate levels can damage the anodes, leading to a loss of efficiency and a shorter lifespan for very expensive components. When Sama United consults with industrial plants, we look at the “Sulfate-to-Chloride” ratio to ensure that the brine remains stable during the high-voltage electrolysis process.
3. Insoluble Matter
This refers to everything that doesn’t dissolve in water—usually sand, silt, or tiny rock particles.
-
Equipment Damage: Insolubles are the “grit” that wears down pumps, clogs filters, and settles at the bottom of expensive storage tanks.
-
Maintenance Costs: A salt with 0.5% insolubles might seem okay, but if you are using 1,000 tons a month, that is 5 tons of sand sitting in your tanks.
At Sama United, our refining process involves multiple washing and filtration stages to keep insolubles as close to zero as possible.
While found in tiny amounts, heavy metals can “poison” chemical reactions. In the plastics and resin industries, trace iron can cause discoloration, turning a clear product into a dull yellow. Sama United ensures that our industrial salt specifications meet strict safety and technical guidelines regarding metal content to protect the aesthetic and structural quality of your products.
The Role of Moisture Content
A spec sheet that ignores moisture is incomplete. Moisture affects two things: your wallet and your logistics.
-
The “Weight” Factor: If you buy 100 tons of salt with 3% moisture, you are essentially paying for 3 tons of water.
-
Flowability: High moisture leads to “clumping” or “caking.” In automated systems where salt is moved through silos and screw conveyors, clumped salt can cause a total system shutdown.
At Sama United, we provide kiln-dried or vacuum-dried salt that stays free-flowing, ensuring that your production lines move smoothly without the need for manual intervention.

Industrial salt specifications: A Comprehensive Guide to NaCl Purity and the Impact of Impurities
Granulometry: Why Grain Size is Functional
Industrial salt specifications always include a “sieve analysis” or grain size range. This is because the surface area of the salt crystal determines how fast it dissolves.
-
Fine Salt: Best for applications where you need an instant brine or even distribution, such as in fine chemical mixing.
-
Coarse Salt: Ideal for slow-dissolving applications, such as in certain water treatment systems or de-icing, where you need the salt to last longer.
-
The Sama United Expertise: We help our clients choose the right granulometry to match their specific “dissolving rate” requirements, optimizing their energy and time usage.
How to Read a Certificate of Analysis (CoA)
When you partner with Sama United, every shipment is accompanied by a Certificate of Analysis (CoA). This is the document that proves the salt matches the industrial salt specifications we agreed upon.
Reading a CoA can be daunting, but as an industrial partner, you should focus on the “Actual” vs. “Target” columns. Our team at Sama United walks our clients through these reports, explaining how a slight shift in moisture or a tiny increase in sulfate might affect their specific process. This level of transparency is what builds long-term trust in industrial sourcing.
Application-Specific Specs: One Size Does Not Fit All
At Sama United, we categorize our inventory based on the final use, because a “good” spec for one industry might be a “bad” spec for another:
-
Dyeing & Textiles: Requires low calcium and zero heavy metals to protect the vibrant shades of the fabric.
-
Chemical/Chlor-Alkali: Demands the highest NaCl (99.5%+) and ultra-low sulfates to protect the electrolytic membranes.
-
Water Treatment: Focuses on high solubility and low insolubles to protect the resin beads from fouling.
-
Oil & Gas: Often requires a specific grain size and density for use in drilling muds.
The Sama United Quality Assurance Process
How do we ensure that our salt always meets the industrial salt specifications? It starts at the source. We prioritize salt harvested through solar evaporation in clean environments, which is then processed in high-tech refineries.
We conduct regular testing for:
Why Choosing the Right Spec Saves Money Long-Term
Procurement teams are often pressured to buy the cheapest salt available. However, a “cheap” salt with poor industrial salt specifications is a trap.
-
Increased Chemical Use: If your salt is impure, you have to use more chemicals (like soda ash) to purify the brine before use.
-
Energy Waste: Impure salt increases the electrical resistance in many chemical processes, leading to higher energy bills.
-
Maintenance Downtime: Frequent cleaning of tanks and replacement of clogged filters can cost ten times more than the “savings” from buying low-quality salt.
At Sama United, we help you calculate the “Total Cost of Ownership,” showing you how a slightly more expensive, higher-purity salt actually saves you thousands of pounds in operational costs.

Industrial salt specifications: A Comprehensive Guide to NaCl Purity and the Impact of Impurities
Conclusion Industrial salt specifications : Precision Sourcing with Sama United
In the world of heavy industry, industrial salt specifications are the foundation of your quality control. Salt is the silent worker that keeps your production lines running, your colors bright, and your water soft. But it only works if the chemistry is right.
At Sama United Industrial salt specifications , we pride ourselves on our technical expertise. We don’t just ship salt; we provide a chemical solution that is tailored to your machines and your goals. We understand the nuances of NaCl, the dangers of impurities, and the importance of a reliable supply chain. Let us take the guesswork out of your procurement.
Do you need help decoding a spec sheet or finding the right salt for your machinery? Contact the experts at Sama United today for a detailed consultation and a quote that matches your exact technical needs.