by norhan | Jun 29, 2026 | Rock Salt, Salt
Natural rock salt crystal sizes are far more than a visual characteristic; they represent a fundamental functional property that determines how salt performs in everything from a high-end restaurant kitchen to a large-scale industrial chemical plant. At Sama United, we have spent years mastering the science of salt, and we understand that for our clients, the “size of the grain” is often just as important as the chemical purity of the mineral itself. Whether you are looking for an instant dissolution in a complex brine or a slow-release crunch on a premium cut of meat, the crystal size is the key to unlocking the full potential of this ancient mineral.
As experts at Sama United, we believe that transparency and education are the foundations of a strong partnership. We don’t just supply salt; we provide tailored solutions. Understanding the variations in natural rock salt crystal sizes allows procurement managers and chefs to optimize their processes, reduce waste, and enhance the quality of their final products. In this comprehensive guide, we will dive deep into the world of salt granulometry, exploring how these variations are formed, why they matter, and how Sama United ensures absolute consistency across every batch we deliver.

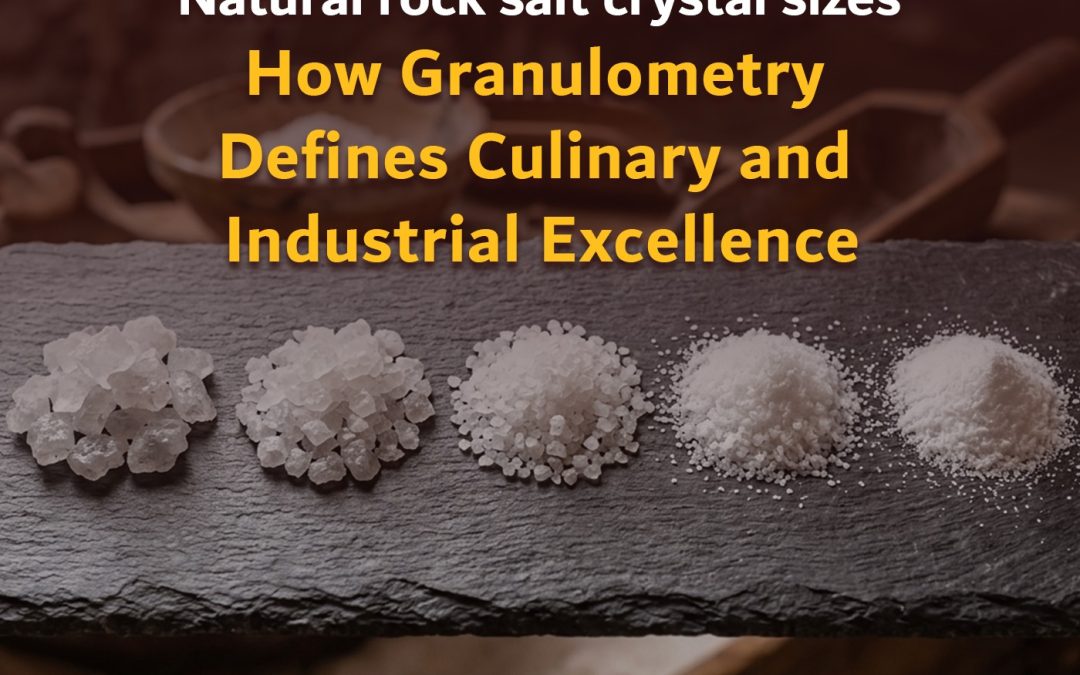
Natural rock salt crystal sizes: How Granulometry Defines Culinary and Industrial Excellence
The Science of Sizing: Understanding Granulometry
In the salt industry, we use the term “granulometry” to describe the measurement and distribution of grain sizes. When we extract rock salt from the earth, it doesn’t come out in uniform cubes. It comes in massive boulders that must be carefully crushed, screened, and sorted.
At Sama United, we utilize advanced mechanical sieving processes. This involves passing the crushed mineral through a series of mesh screens with progressively smaller openings. This allowed us to categorize our salt into specific ranges—from fine powders to “extra coarse” chunks. The precision of this screening is vital because even a small percentage of “fines” (dust) in a coarse bag can ruin the intended texture or cause clumping in industrial machinery.
Fine Grain Salt: The Master of Dissolution
When you think of standard table salt, you are usually thinking of fine grain. However, in the gourmet and industrial sectors, fine grain natural rock salt crystal sizes (typically 0.1mm to 0.6mm) serve a very specific purpose: rapid solubility.
-
Culinary Use: Fine grain salt is essential for baking, where it must dissolve quickly and evenly into dough to ensure a consistent flavor profile. It is also the preferred choice for seasoning fine snack foods like popcorn or nuts, as its small surface area allows it to adhere perfectly to irregular surfaces.
-
Industrial Use: In industries like textile dyeing or leather tanning, our partners at Sama United often request fine grains. Why? Because these processes require a saturated brine where the salt must dissolve instantly to trigger the necessary chemical reactions without leaving sediment at the bottom of the vats.
Medium Grain Salt: The Versatile All-Rounder
The medium grain (typically 1mm to 3mm) is perhaps the most versatile of the natural rock salt crystal sizes. It offers a balance between the speed of fine salt and the presence of coarse salt.
At Sama United, we often recommend this size for:
-
Dry Rubs and Spice Blends: It is large enough to stay separated from other spices, preventing clumping, yet small enough to provide a balanced flavor when applied to meats.
-
Water Softening: Many commercial water treatment systems utilize medium-grade salt because it dissolves at a controlled rate, preventing “bridging” or “mushing” in the brine tank.
Coarse Grain Salt: Texture and Visual Impact
Coarse natural rock salt crystal sizes (3mm to 6mm and above) are the crown jewels of the gourmet industry. These large, rugged crystals are prized for their slow-release properties and their distinctive “pop” of salinity.
-
Finishing Excellence: Professional chefs use coarse salt as a “finishing salt.” When sprinkled over a dish just before serving, the large crystals don’t dissolve immediately. This provides a delightful textural contrast and a burst of flavor that cleanses the palate.
-
Meat Curing: In large-scale meat processing, Sama United provides coarse salt because its slow dissolution allows for a more controlled curing process, drawing out moisture without over-salting the exterior of the meat too quickly.

Natural rock salt crystal sizes: How Granulometry Defines Culinary and Industrial Excellence
The Specialty Sizes: Flake and Pretzel Salts
Beyond the standard crushed grains, Sama United also deals with specialty textures that are defined by their unique crystal geometry.
-
Flake Salt: Unlike the cube-shaped crystals of standard rock salt, flake salt is thin and flat. This provides a massive surface area with very little weight, making it the perfect “crunchy” topper that melts quickly on the tongue.
-
Pretzel Salt: This is a very specific, large, uniform grain designed not to melt during the baking process. It stays white and opaque even when exposed to high heat and moisture, providing that iconic look and taste.
Why Consistent Granulometry Matters for Your Business
As a specialist at Sama United, I often see businesses struggle with “batch-to-batch variability.” If one shipment of salt has a d50 (median grain size) of 2.0mm and the next has 1.5mm, it can throw off an entire production line.
-
Machine Calibration: Automated dosing machines are calibrated based on the flowability of the salt, which is dictated by its size.
-
Flavor Control: In the food industry, different grain sizes occupy different volumes. If your staff measures by volume (spoons/cups) rather than weight, a change in crystal size will lead to inconsistent salting.
-
Adhesion and Waste: If the grains are too large for a specific snack coating, they will simply fall off, leading to wasted product and lost revenue.
How Sama United Ensures Crystal Precision
At Sama United, we don’t leave our natural rock salt crystal sizes to chance. Our quality control protocol involves rigorous sampling. We perform a “Sieve Analysis” on every batch before it leaves our facility. This ensures that the grain distribution falls within the strict “Upper and Lower Limits” agreed upon with our clients.
Furthermore, we understand the impact of logistics. Salt is heavy and abrasive; during transit, crystals can rub against each other, creating “fines” (salt dust). To prevent this, Sama United utilizes high-quality, durable packaging that minimizes movement and friction, ensuring that the coarse salt you ordered arrives as coarse salt—not a mixture of chunks and dust.
Sourcing the Best: From the Earth to Your Facility
The journey of our natural rock salt crystal sizes begins deep underground. We source from ancient sea deposits that have been protected from modern pollutants for millions of years. This allows us to provide a product that is not only physically perfect in size but also chemically pure.
When you partner with Sama United, you are gaining more than a supplier; you are gaining a consultant. We work closely with our clients to determine the ideal grain size for their specific application. If you are launching a new product line or looking to optimize an existing one, our experts can provide samples and technical data to help you make the right choice.

Natural rock salt crystal sizes: How Granulometry Defines Culinary and Industrial Excellence
Conclusion Natural rock salt crystal sizes : Partnering for Professional Results
In conclusion Natural rock salt crystal sizes, understanding natural rock salt crystal sizes is an essential part of modern food science and industrial manufacturing. Salt is a humble mineral, but its complexity lies in the details. The size of the grain is a powerful tool that, when used correctly, can enhance texture, improve flavor, and increase industrial efficiency.
At Sama United, we are committed to excellence in every grain. We understand that your reputation depends on the quality of your ingredients, and we take that responsibility seriously. From the finest powders to the boldest coarse crystals, we provide the consistency and purity that your business deserves.
Are you ready to optimize your supply chain with precision-graded salt? Natural rock salt crystal sizes Contact the experts at Sama United today and let us help you find the perfect grain for your next masterpiece.
by norhan | Jun 27, 2026 | Rock Salt, Salt
Sustainable rock salt mining practices are the cornerstone of the modern industrial world’s transition toward a greener future. At Sama United, we recognize that while salt is a geological gift from ancient oceans, the way we extract it today determines the health of our planet tomorrow. For decades, the mining industry was viewed as a disruptive force, but today, a new era of “Ethical Salinity” has emerged. As a leading supplier in the international market, Sama United is committed to ensuring that the mineral foundations of our industries are built on responsibility, innovation, and environmental stewardship.
As experts at Sama United, we don’t just view ourselves as a logistics company; we are partners in a global movement to protect our natural resources. We understand that our clients—ranging from massive chemical plants to boutique gourmet manufacturers—are increasingly scrutinized for the environmental impact of their supply chains. In this comprehensive guide, we will explore the innovative sustainable rock salt mining practices that are redefining the industry and how Sama United leads the way in sourcing high-purity minerals with a low-impact philosophy.

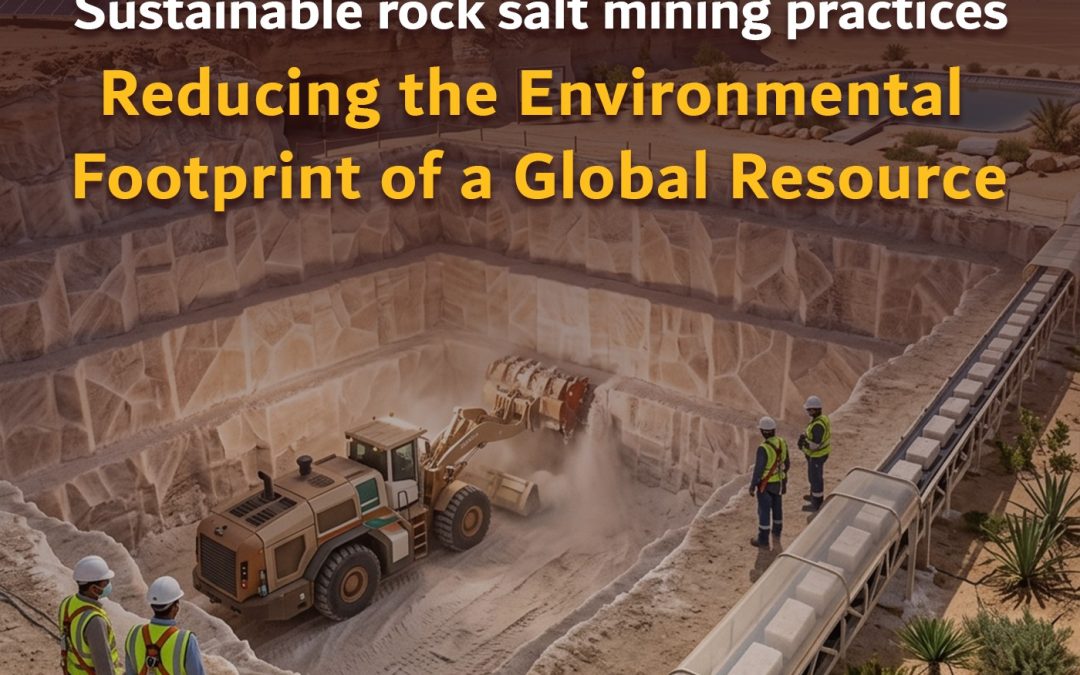
Sustainable rock salt mining practices: Reducing the Environmental Footprint of a Global Resource
1. Minimal Surface Disruption: The Power of Deep-Seam Mining
One of the most significant sustainable rock salt mining practices is the shift toward underground room-and-pillar mining. Unlike open-pit mining, which can devastate landscapes and destroy local biodiversity, deep-seam mining happens hundreds of meters below the surface.
At Sama United, we prioritize sourcing from mines that utilize this “low-impact” method.
-
Landscape Preservation: By operating deep underground, the surface remains virtually untouched, allowing for agriculture, forests, and natural habitats to flourish above the mine.
-
Structural Integrity: The “room-and-pillar” method leaves massive columns of salt behind to support the earth above, preventing ground subsidence and protecting the local topography for generations.
2. Energy Efficiency: Electrifying the Mine
The carbon footprint of salt extraction is largely tied to the machinery used to pull the mineral from the earth. A key part of modern sustainable rock salt mining practices is the transition from diesel-powered equipment to high-efficiency electric machinery.
Many of our partners at Sama United are investing in electric loaders, crushers, and conveyor systems.
-
Reducing Emissions: Electric gear eliminates harmful exhaust fumes in the confined spaces of the mine, improving air quality for workers and reducing the overall CO2 output of the facility.
-
Energy Recovery: Modern conveyor systems often use gravity to assist in moving the salt, recovering energy that would otherwise be wasted. This “Efficiency First” mindset is something we at Sama United look for when vetting our primary suppliers.
3. Water Management: Protecting Brine and Aquifers
Water is the most sensitive variable in the salt world. If mismanaged, salt mining can lead to the salinization of freshwater aquifers or local river systems. Sustainable rock salt mining practices must prioritize “Zero-Leakage” water management.
At Sama United, we emphasize the importance of:
-
Closed-Loop Systems: Using water in a circular fashion where brine is captured, purified, and reused within the mining process rather than being discharged into the environment.
-
Aquifer Protection: Utilizing advanced geological mapping to ensure that the salt seams are never in contact with freshwater layers, preventing any risk of contamination.
By securing these standards, Sama United ensures that the salt provided to you is as “Clean” in its production as it is in its chemical purity.
4. Land Reclamation: Giving Back to Nature
What happens after a mine is exhausted? This is a vital question for sustainable rock salt mining practices. The industry’s leaders are no longer walking away from old sites; they are transforming them.
Sama United supports mines that have clear “Reclamation Roadmaps.”
-
Habitat Restoration: Old surface facilities are being removed and the land returned to its natural state, often becoming protected parks or wildlife sanctuaries.
-
Creative Re-use: Underground salt caverns are uniquely suited for several high-tech uses, such as the safe storage of renewable energy (compressed air or hydrogen) or secure data centers. This “Multi-Life” approach to the mine ensures that the environmental impact is offset by long-term social and economic benefits.
5. Waste Reduction: Maximizing Every Ton
In traditional mining, “tailings” or waste material would be piled on the surface, creating unsightly and potentially hazardous heaps. Modern sustainable rock salt mining practices focus on “Total Mineral Utilization.”
At Sama United, we encourage our suppliers to find a use for every grain.
-
By-Product Valorization: Minerals that aren’t pure enough for food or chemical use are redirected toward de-icing or soil stabilization.
-
Backfilling: Low-grade material is often used to backfill old parts of the mine, reinforcing the structure and eliminating the need for surface waste disposal. This “Circular Mining” approach is a core value we uphold at Sama United.

Sustainable rock salt mining practices: Reducing the Environmental Footprint of a Global Resource
6. Social Sustainability: Empowering Local Communities
Sustainability is not just about the earth; it is about the people. Sustainable rock salt mining practices include ethical labor and community engagement.
As a UK-registered company, Sama United Ltd operates with a global commitment to transparency. We ensure that our supply chain supports:
-
Safe Working Environments: Prioritizing modern ventilation and safety technology for miners.
-
Economic Growth: Supporting local employment and investing in the infrastructure of the communities where our salt is harvested. We believe that a happy, safe community is the foundation of a stable and high-quality supply chain.
7. Logistics: The “Green Mile” Strategy
Once the salt is out of the ground, the environmental challenge shifts to logistics. At Sama United, we treat transport as an extension of the sustainable rock salt mining practices.
-
Bulk Sea Freight: We utilize large-scale maritime transport, which is the most carbon-efficient way to move heavy minerals across the globe.
-
Optimized Routing: Using GPS and AI tracking to find the shortest shipping paths, reducing fuel consumption and carbon emissions per ton of salt delivered.
-
Recyclable Packaging: Moving toward 100% recyclable PP bags for our bulk shipments, reducing the plastic waste of the global salt trade.
8. Why Your ESG Goals Depend on Sama United
Environmental, Social, and Governance (ESG) goals are now a requirement for any serious business. By partnering with Sama United, you are indirectly improving your own environmental score.
We provide the documentation (Certificates of Origin, Sustainability Audits) that allows you to prove to your stakeholders that your salt supply is ethically sourced. We do the “Green Due Diligence” so you don’t have to, ensuring that the sustainable rock salt mining practices of our suppliers reflect the values of your brand.
9. The Role of Transparency and Documentation
You cannot manage what you do not measure. A critical part of sustainable rock salt mining practices is the transparent reporting of environmental data.
At Sama United, we pride ourselves on our open communication. We provide detailed “Life Cycle Assessments” for our products where available, showing the carbon and water footprint of the salt from the mine to your facility. This level of honesty is what builds long-term trust in the international industrial market.

Sustainable rock salt mining practices: Reducing the Environmental Footprint of a Global Resource
10. Conclusion: A Future Built on Solid Ground
In conclusion, sustainable rock salt mining practices are the only way forward for an industry that provides the building blocks of modern civilization. Salt is too important to be mined irresponsibly. At Sama United, we are proud to be the link between the earth’s ancient treasures and your modern factory. We believe that quality and sustainability are two sides of the same coin.
By choosing Sama United, you are choosing a partner who understands that the “Purity” of salt is measured not just in NaCl percentage, but in the integrity of the process. Let us provide the minerals you need to succeed, with the environmental peace of mind you deserve. Together, we can build a world that is productive, profitable, and planet-friendly.
Are you looking to secure a more ethical and sustainable salt supply? Contact the environmental experts at Sama United today for a technical consultation and a customized quote for our responsibly-mined rock salt solutions.
by norhan | Jun 25, 2026 | Rock Salt, Salt
Mined salt for chemical synthesis is far more than a simple raw material; it is the fundamental chemical engine that drives thousands of industrial reactions every single day. At Sama United, we have observed that while the world often focuses on precious metals or rare gases, it is the humble sodium chloride crystal, pulled from deep within the earth, that serves as the molecular bridge for modern life. From the production of life-saving pharmaceuticals to the creation of the advanced polymers used in aerospace, the chemistry begins with salt.
As experts at Sama United, our technical team understands that in a reactor or an electrolytic cell, salt is not just an additive—it is a reactant. The quality, purity, and mineral profile of that salt dictate the speed, efficiency, and safety of the resulting chemical reaction. In this comprehensive exploration, we will dive into the science of why Mined salt for chemical synthesis remains the preferred choice for industrial chemists and how Sama United ensures that your facility receives the high-precision minerals required for world-class manufacturing.

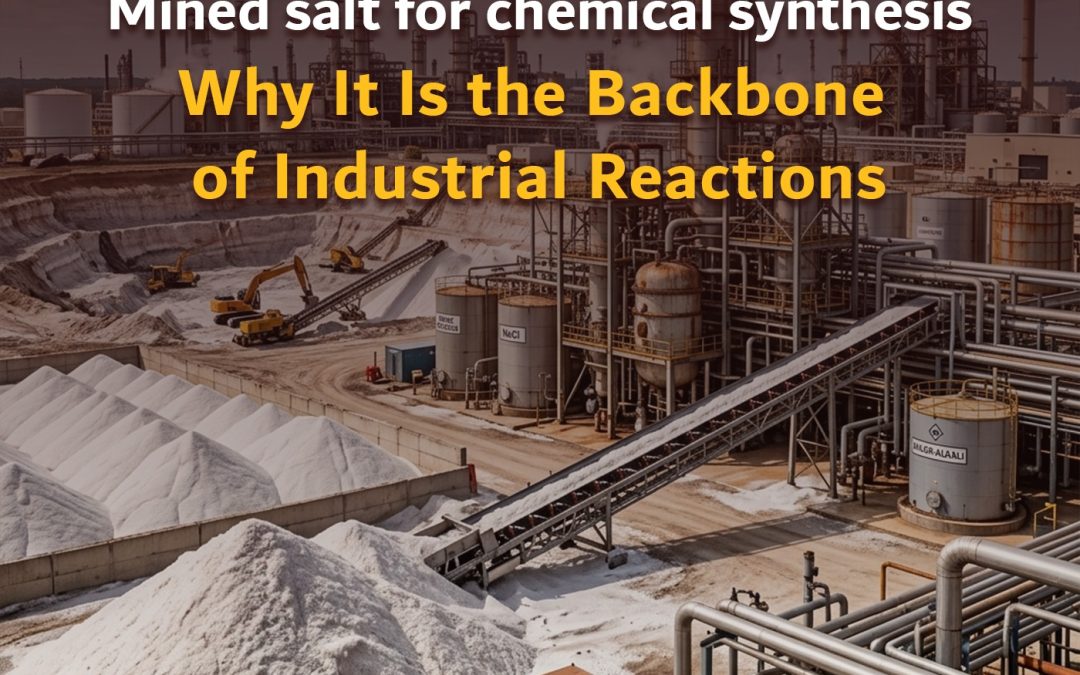
Mined salt for chemical synthesis: Why It Is the Backbone of Industrial Reactions
1. The Molecular Logic: Why Salt is a Chemical Powerhouse
To understand why Mined salt for chemical synthesis is so crucial, we must look at its molecular structure. Sodium Chloride (NaCl) is an ionic compound. When dissolved in water (brine) or melted into a molten state, its ions become mobile, allowing for a wide array of chemical manipulations.
At Sama United, we categorize the chemical utility of salt into two primary pathways:
-
The Chlorine Pathway: Extracting chlorine gas for use in PVC, bleaches, and water treatment.
-
The Sodium Pathway: Extracting sodium for use in caustic soda (sodium hydroxide), sodium carbonate, and metallic sodium.
Mined salt, or rock salt, is particularly prized for these pathways because it comes from protected underground seams that have been shielded from modern environmental pollutants for millions of years. This geological “aging” creates a stable, high-density crystal that behaves predictably in a laboratory or factory setting.
2. Purity and the Avoidance of “Side Reactions”
In the world of chemical synthesis, “purity” is not just a marketing term—it is a functional requirement. One of the primary reasons our clients at Sama United choose Mined salt for chemical synthesis is the reduction of unwanted side reactions.
When salt is impure, containing trace amounts of magnesium, calcium, or heavy metals, these “interlopers” participate in the chemical reaction alongside the sodium and chlorine.
-
Contamination: Trace metals can act as unwanted catalysts, producing “off-notes” in fragrances or cloudiness in clear resins.
-
Reduced Yield: Every molecule of impurity is a molecule that isn’t contributing to your final product, lowering your overall production yield.
-
Waste Management: Impure salt creates more chemical “sludge” that must be neutralized and disposed of, increasing your environmental overhead.
By providing mined salt with a purity level of 99% or higher, Sama United helps you keep your chemical equations clean and your production costs low.
3. The Chlor-Alkali Industry: Salt as a Direct Reactant
The largest consumer of Mined salt for chemical synthesis is undoubtedly the chlor-alkali sector. This industry is the foundation of the modern world, producing the chlorine and caustic soda used in over 50% of all chemical manufacturing.
Our partners at Sama United rely on mined salt for their electrolytic cells because it offers superior “Brine Stability.” In a membrane cell—the most advanced technology in the field—the ion-exchange membranes are incredibly delicate. Even a few parts-per-million of calcium or magnesium in the salt can “plug” the membrane, leading to an immediate drop in voltage efficiency and expensive repairs. Mined salt, which is often easier to purify to ultra-low hardness levels than solar salt, is the gold standard for protecting these multi-million-pound assets.
4. The Solvay Process: Building Modern Materials
Another critical reaction that requires Mined salt for chemical synthesis is the Solvay process, used to produce soda ash (sodium carbonate). Soda ash is essential for the manufacturing of glass, detergents, and even the lithium-ion batteries used in electric vehicles.
In the Solvay process, salt brine reacts with ammonia and carbon dioxide. At Sama United, we emphasize that the physical properties of the salt matter as much as the chemical ones. Mined rock salt provides a consistent dissolution rate, ensuring that the brine saturation remains constant. If the brine concentration fluctuates, the crystallization of the sodium bicarbonate becomes erratic, leading to a lower-quality final product.
5. Why Mined Salt is More Stable for Bulk Storage
Chemical plants often operate on massive scales, requiring thousands of tons of inventory. Mined salt for chemical synthesis offers an economic advantage here: physical stability.
Because rock salt was formed under intense geological pressure, it is denser than solar salt. This high “Bulk Density” means:
-
Lower Storage Footprint: You can store more chemical potential in a smaller warehouse area.
-
Reduced Caking: Mined salt is less prone to “bridging” in silos, ensuring that the salt flows smoothly into your mixing tanks without the need for manual agitation.
-
Lower Moisture: Mined salt generally has lower internal moisture than solar salt, which prevents the “weeping” of brine during long-term storage—a common cause of corrosion in industrial warehouses.

Mined salt for chemical synthesis: Why It Is the Backbone of Industrial Reactions
6. Managing the Logistics of High-Volume Chemistry
At Sama United, we don’t just see ourselves as salt merchants; we are a vital part of your chemical supply chain. Moving Mined salt for chemical synthesis requires a deep understanding of international trade and maritime logistics.
Our UK-based headquarters, Sama United Ltd, coordinates the movement of bulk salt across the globe. We ensure that:
-
Traceability: Every ton of salt can be traced back to its specific mine and batch.
-
Professional Packaging: Whether you need 1,000kg Big Bags with moisture-proof liners or loose bulk delivery, our packaging ensures the salt remains chemically pure during transit.
-
Just-in-Time Delivery: We work with your production schedule to ensure that your reactors never run dry.
7. Environmental Sustainability in Chemical Sourcing
As the chemical industry moves toward “Green Chemistry,” the source of the salt is under the microscope. Many of our clients are looking to reduce their carbon footprint.
Interestingly, Mined salt for chemical synthesis can be a sustainable choice. Because the salt is already in solid form, it requires less energy to “extract” than pumping brine from deep underground wells (solution mining). Furthermore, Sama United prioritizes mines that utilize modern, low-impact extraction technologies and efficient transport routes, helping you meet your ESG (Environmental, Social, and Governance) targets.
8. Technical Documentation: The Sama United Certificate of Analysis
In industrial chemistry, you cannot manage what you do not measure. This is why Sama United provides a comprehensive Certificate of Analysis (CoA) with every shipment. We provide detailed data on:
-
Sodium Chloride (NaCl) Content: The primary reactant.
-
PPM of Insolubles: To protect your pumps and filters.
-
PPM of Sulfates: To protect your electrolytic membranes.
-
Moisture Levels: To ensure accurate weight and flowability.
This transparency allows your plant chemists to calibrate their equipment with 100% confidence, knowing that the “input” is identical every time.
9. Case Study: Solving the “Catalyst Poisoning” Issue
A few years ago, a manufacturer of specialty resins contacted Sama United because their expensive catalysts were failing prematurely. Our technical audit revealed that the salt they were using contained trace levels of iron and silica.
We switched them to our premium Mined salt for chemical synthesis, specifically selected for its low-metal profile. The results were immediate: the catalyst lifespan increased by 40%, and the clarity of their final resin was significantly improved. This is the power of choosing the right mineral partner.

Mined salt for chemical synthesis: Why It Is the Backbone of Industrial Reactions
10. Conclusion Mined salt for chemical synthesis : Salt as the Foundation of Future Innovation
In conclusion, Mined salt for chemical synthesis is the quiet, reliable hero of the industrial world. It is the molecular foundation of the plastics that protect us, the medicines that heal us, and the energy systems of the future. As chemical reactions become more complex and industrial standards more demanding, the need for high-purity, reliably sourced mined salt will only grow.
At Sama United, we are dedicated to providing the high-precision minerals that your business needs to innovate and thrive. We understand the chemistry, we have mastered the logistics, and we share your vision of excellence. Let Sama United be the catalyst for your next chemical success.
Are you ready to optimize your chemical production with high-purity mined salt? Contact the experts at Sama United today for a technical consultation and a customized bulk quote tailored to your synthesis needs.
by norhan | Jun 23, 2026 | Rock Salt, Salt
Natural rock salt supply chain management is a massive, multi-continental operation that keeps the world’s heavy industries moving. At Sama United, we often say that salt is the “silent traveler.” Every day, millions of tons of sodium chloride cross the oceans, moving from ancient underground mines and vast solar evaporation ponds to the world’s industrial hubs. As a leading player in this field, we have spent years mapping these complex global trade routes, ensuring that our clients receive their mineral supplies with the precision and reliability that modern manufacturing demands.
As experts at Sama United, we understand that the salt trade is not just about the mineral itself; it is about the mastery of logistics, geography, and international trade regulations. When a factory in the UK or a chemical plant in Europe needs ten thousand tons of rock salt, the journey that material takes is a feat of modern engineering. In this comprehensive guide, we will explore the intricate world of the natural rock salt supply chain, examining the key global trade routes and explaining how Sama United navigates these waters to deliver excellence to your doorstep.

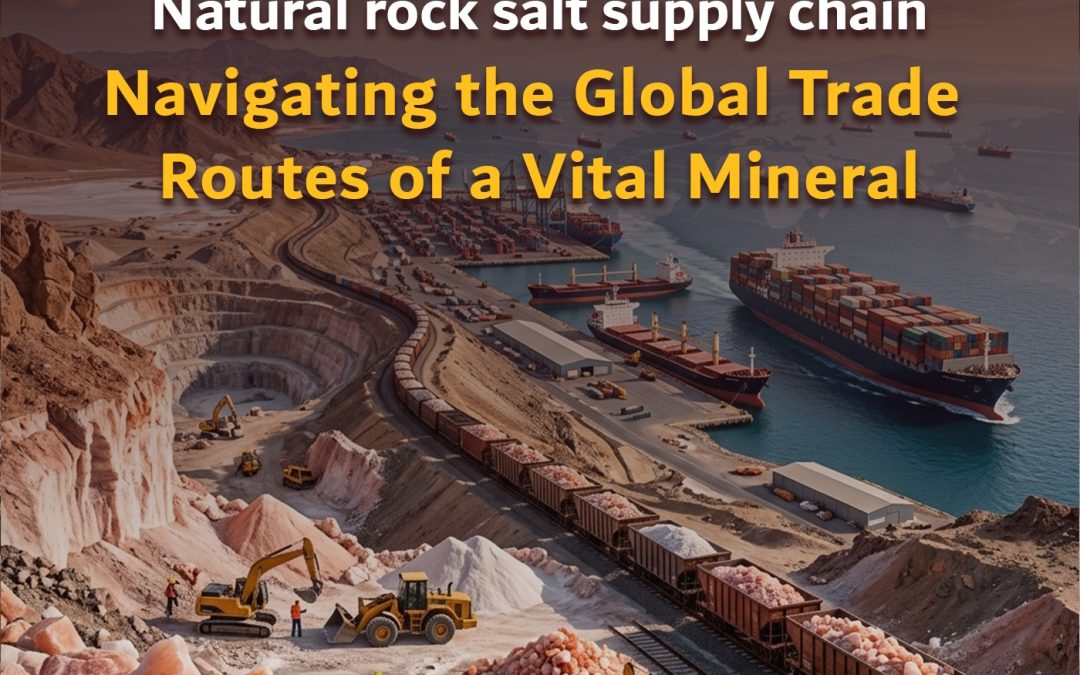
Natural rock salt supply chain: Navigating the Global Trade Routes of a Vital Mineral
1. The Geographic Giants: Where the Journey Begins
The natural rock salt supply chain begins in specific geographic “pockets” where nature has deposited massive quantities of salt over millions of years. At Sama United, we strategically source our materials from these primary regions to ensure both quality and logistical efficiency.
-
The Mediterranean Basin: A historical powerhouse for salt. Egypt and the surrounding Mediterranean nations provide some of the world’s highest-quality solar and rock salt. Its proximity to European and African ports makes it a cornerstone of our trade routes.
-
The Middle East: With its vast deserts and ideal climate for solar evaporation, this region is a major exporter of industrial-grade salt.
-
South Asia: Home to some of the world’s oldest and largest underground rock salt mines, such as those in the Himalayan foothills.
-
North and South America: Major producers for internal consumption and regional trade, particularly for de-icing and chemical manufacturing.
2. Maritime Logistics: The High-Stakes Game of Sea Freight
Because salt is a heavy, high-volume commodity, the ocean is the primary highway for the natural rock salt supply chain. At Sama United, we utilize two main methods of sea transport:
Containerized Shipping
For smaller industrial needs (25 to 500 tons), we utilize 20-foot shipping containers. This method is ideal for high-purity refined salt or bagged rock salt, as it provides an extra layer of protection against the elements and allows for easier “last-mile” trucking at the destination.
Breakbulk and Bulk Carriers
For our large-scale industrial partners requiring thousands of tons, we move salt in bulk carriers (Handysize or Supramax vessels). This is where the natural rock salt supply chain reaches its maximum efficiency. Loading directly into the ship’s hold allows for massive economies of scale, significantly reducing the “per-ton” cost for our clients.
3. The “Last Mile” Challenge: Inland Infrastructure
A global trade route doesn’t end at the port. At Sama United, we believe the “Last Mile” is the most critical part of the natural rock salt supply chain. Once the salt arrives at a port in the UK, Europe, or the Middle East, it must be offloaded and transported to the final factory or warehouse.
This requires a sophisticated network of:
-
Inland Waterways: Utilizing barges on rivers like the Rhine or the Thames can be more cost-effective and environmentally friendly than trucking.
-
Dedicated Rail Freight: Ideal for moving bulk salt to inland chemical plants.
-
Specialized Trucking: Using tipper trucks or pneumatic blowers to deliver salt directly into a factory’s silos.
4. Navigating Geopolitics and Trade Barriers
One of the most complex aspects of the natural rock salt supply chain is navigating international regulations. Every country has different customs duties, health certifications, and quality standards.
As a UK-registered company, Sama United Ltd acts as a professional bridge. We handle the “Red Tape,” ensuring that all Certificates of Analysis (CoA), Origin Certificates, and Health Permits are in perfect order. This expertise prevents expensive port delays and ensure that our salt clears customs as a “Green Lane” priority, keeping your production schedule on track.
5. Managing the Environmental Variables: Moisture and Corrosion
The natural rock salt supply chain faces two constant environmental enemies: moisture and salt’s natural corrosivity. Crossing the ocean exposes the salt to high humidity and salty air, which can lead to “caking” (hardening) of the product.
At Sama United, we mitigate these risks through:
-
Vapor Barrier Packaging: Using high-density PE liners in our bags to keep the salt dry.
-
Hold Preparation: Ensuring that bulk carrier holds are lime-washed or treated to prevent the salt from corroding the ship’s steel or absorbing metallic impurities.
-
Strategic Stowing: Placing salt in the most temperature-stable parts of the vessel to minimize condensation.

Natural rock salt supply chain: Navigating the Global Trade Routes of a Vital Mineral
6. The Impact of Global Freight Rates on Salt Prices
Because salt is a low-unit-value commodity, the cost of shipping often makes up a large percentage of the final price. The natural rock salt supply chain is highly sensitive to:
-
Bunker Fuel Prices: Rising oil prices directly increase the cost of salt delivery.
-
Container Availability: Global shipping shortages can drive up rates overnight.
At Sama United, we leverage our bulk buying power and long-standing relationships with shipping lines to secure “contract rates.” This allows us to offer price stability to our clients, protecting them from the volatility of the global freight market.
7. Sustainability and the “Green” Trade Route
At Sama United, we are committed to making the natural rock salt supply chain more sustainable. We are constantly exploring ways to reduce the carbon footprint of our trade routes.
-
Route Optimization: Using AI and GPS tracking to find the shortest and most fuel-efficient paths across the ocean.
-
Solar Sourcing: Prioritizing salt produced via solar evaporation, which is the most energy-efficient method of salt production.
-
Eco-Friendly Packaging: Transitioning to recyclable materials for our bulk and 25kg bags.
8. The Middle East to UK Corridor: A Sama United Specialty
As a company with deep roots in both the Middle East and the UK, Sama United has perfected this specific trade route. We connect the high-purity mines and solar flats of the Mediterranean directly with the industrial heartlands of the United Kingdom and Northern Europe. This “Direct Link” eliminates unnecessary middlemen, ensuring that our clients receive premium natural rock salt at the most competitive price points in the market.
9. Technology and Transparency: Real-Time Chain Monitoring
Modern clients demand transparency. In the natural rock salt supply chain, this means knowing exactly where your cargo is. Sama United utilizes digital tracking systems to provide our clients with regular updates. From the moment the salt is loaded at the source until it reaches your facility, we provide the data you need to manage your inventory with confidence. This level of transparency is what builds long-term trust in international trade.
10. Why Partner with Sama United for Your Supply Chain?
Managing a global mineral supply is not a task for the faint of heart. It requires a partner who understands the geology of the mine, the chemistry of the salt, and the physics of the ocean.
Sama United offers:
-
End-to-End Solutions: We handle sourcing, refining, packaging, shipping, and customs.
-
Quality Assurance: Every batch is tested to meet the specific technical requirements of your industry.
-
UK Professionalism: Registered in the UK, we operate with the highest standards of integrity and contract reliability.
-

Natural rock salt supply chain: Navigating the Global Trade Routes of a Vital Mineral
Conclusion: Salt as the Universal Traveler
In conclusion, the natural rock salt supply chain is a testament to human ingenuity and the interconnectedness of our global economy. It is a journey that spans thousands of miles, turning an ancient mineral into the foundation of modern industry.
At Sama United, we take great pride in our role as a primary navigator of these trade routes. We handle the complexity, the risks, and the logistics, allowing you to focus on what you do best: creating world-class products. Whether you are a small-scale manufacturer or a heavy industrial giant, let Sama United be the bridge that connects you with the world’s finest salt resources.
Are you looking to optimize your salt procurement and secure a more reliable trade route? Contact the logistics experts at Sama United today for a personalized supply chain consultation and a customized bulk quote.
by norhan | Jun 21, 2026 | Rock Salt, Salt
Rock salt refinement efficiency is the cornerstone of the global industrial salt market, and at Sama United, we believe it is the most critical factor that distinguishes a successful manufacturing operation from a struggling one. In the world of industrial minerals, there is a common myth that all salt is the same once it reaches the refinery. However, our decades of experience in the international trade of bulk salt have proven the opposite: the chemical and physical purity of the raw rock salt at the mine is the single most important variable in determining how smooth, cost-effective, and successful the refinement process will be.
As experts at Sama United, we don’t just view salt as a commodity; we view it as a precision-engineered chemical foundation. When a refinery takes in raw rock salt, it is essentially performing a “purification ritual.” The goal is to move from a raw mineral (which may contain clay, sand, and secondary minerals) to a high-purity sodium chloride (NaCl) crystal. In this comprehensive guide, we will explore the deep relationship between raw purity and rock salt refinement efficiency, and why sourcing through a technical partner like Sama United is the smartest decision a manufacturing firm can make.

Rock salt refinement efficiency: How Raw Purity Dictates the Quality and Cost of the Final Product
1. The Starting Line: Why Initial NaCl Levels Matter
The most basic metric of raw purity is the Sodium Chloride (NaCl) percentage. In the context of rock salt refinement efficiency, the higher the starting NaCl level, the less work the refinery has to do.
At Sama United, we prioritize sourcing rock salt with a natural purity of 97% to 99%. Why? Because every 1% of impurity in the raw material represents a massive increase in the refining burden. If the raw material is 95% pure, the refinery must expend significant energy and resources to remove that 5% of “non-salt” material. By starting with a higher purity from Sama United, our clients immediately reduce their operational overhead and increase their “Refinement Yield”—the amount of finished product they get for every ton of raw material processed.
2. The Impact of Insoluble Matter on Machinery
“Insoluble matter” refers to everything in the rock salt that doesn’t dissolve in water—typically sand, silt, grit, or ancient organic matter. While these might seem like minor nuisances, they are the primary enemies of rock salt refinement efficiency.
From our observations at Sama United, high levels of insolubles lead to:
-
Mechanical Wear: Grit and sand act like sandpaper on industrial pumps, valves, and centrifuge blades.
-
Sedimentation Issues: Heavy insolubles settle at the bottom of expensive brine tanks, requiring frequent shutdowns for manual cleaning.
-
Filtration Clogging: The more sand in the raw salt, the more often filters must be replaced or cleaned, driving up maintenance costs.
By providing salt with ultra-low insoluble levels, Sama United helps refineries stay online longer, reducing the “Total Cost of Ownership” for every ton refined.
3. Chemical Complexity: The Burden of Magnesium and Calcium
In the journey toward high-purity refined salt, Magnesium (Mg) and Calcium (Ca) are the most troublesome impurities. These minerals are often locked inside the crystal structure of the rock salt.
Rock salt refinement efficiency is directly tied to how much of these minerals must be chemically removed. To extract Mg and Ca, refineries must add expensive chemical reagents like soda ash and caustic soda to the brine.
-
High Impurity = High Cost: If the raw rock salt is “hard” (high in Ca and Mg), the refinery’s chemical budget will skyrocket.
-
Scale Formation: These minerals cause “scaling” in heat exchangers and evaporators, which drastically reduces the thermal efficiency of the plant.
At Sama United, we help our clients select sources that are naturally “soft,” meaning they have lower base levels of these minerals, significantly cutting down on the chemical consumption of the refinery.
4. The “Sludge” Problem: Waste Management and Purity
Every refinery produces waste, often in the form of “brine sludge”—a thick mixture of water, impurities, and the chemicals used for purification. The volume of this sludge is a direct reflection of the raw salt’s purity.
A major part of rock salt refinement efficiency involves managing this waste.
-
Environmental Impact: Disposing of large volumes of sludge is an environmental challenge and a regulatory headache.
-
Product Loss: Some salt is always trapped in the sludge and lost during disposal.
By sourcing the cleanest raw rock salt through Sama United, refineries minimize their waste output. Less sludge means a cleaner operation, lower disposal fees, and a better environmental rating (ESG score) for the manufacturing facility.

Rock salt refinement efficiency: How Raw Purity Dictates the Quality and Cost of the Final Product
5. Energy Consumption and Thermal Stability
Modern salt refinement—specifically “Vacuum Evaporation”—is incredibly energy-intensive. It requires boiling millions of liters of brine to crystallize the salt.
Impurities in the salt can act as “insulators” or “disturbers” during this process. For example, certain trace minerals can lower the boiling point or interfere with the crystal formation. This makes the refinery work harder and consume more natural gas or electricity to achieve the same result. At Sama United, we emphasize that rock salt refinement efficiency is an energy game. Sourcing pure raw materials is the most effective way to lower the carbon footprint and the energy bill of a salt refining plant.
6. Consistency: The Silent Driver of Refinement Success
In a massive industrial refinery, consistency is just as important as purity. If one shipment of rock salt is 99% pure and the next is 96%, the refinery’s automated chemical dosing systems will fail, leading to batches of refined salt that don’t meet food or pharmaceutical grades.
Sama United provides the stability that industrial plants crave. We don’t just source once; we source for the long term. By providing consistent mineral profiles, we allow our clients to “fine-tune” their refinement machinery. This level of rock salt refinement efficiency is only possible when you have a supplier who understands the geological stability of the salt mine.
7. The Role of Granulometry in Dissolution Rates
Before refinement can begin, the rock salt must be dissolved into a “saturated brine.” The size of the raw crystals (granulometry) determines how fast this happens.
-
Too Large: The salt takes too long to dissolve, creating a bottleneck in the production line.
-
Too Small: The salt can “clump” or “bridge” in the silo, causing mechanical stoppages.
At Sama United, we provide the ideal grain size for your specific brine saturators. Optimizing this initial stage is a vital, yet often overlooked, part of rock salt refinement efficiency.
8. Why “Cheap” Salt is Often the Most Expensive
A common mistake for procurement managers is to chase the lowest “per ton” price on raw rock salt. However, at Sama United, we have performed the math for dozens of clients: a “cheap” salt with 3% more impurities than our premium grade can end up costing the refinery 15-20% more in chemicals, energy, and maintenance.
We help our partners understand the “Value-in-Use.” By investing in high-purity raw materials from Sama United, you aren’t just buying salt; you are buying lower energy bills, lower chemical costs, and higher production uptime.
9. The Sama United Standard: Technical Sourcing
How do we ensure this level of rock salt refinement efficiency? It begins with our UK-based technical team. We analyze the “Certificate of Analysis” (CoA) of every mine we work with. We look beyond the NaCl level; we look at the specific PPM (parts per million) of sulfates, iron, copper, and silicates.
As Sama United Ltd, we leverage our global network to find the “Hidden Gems” of the salt world—mines that offer naturally superior purity levels that are perfect for industrial refinement. We handle the complex maritime logistics and customs to ensure this high-purity material arrives at your refinery exactly when you need it.

Rock salt refinement efficiency: How Raw Purity Dictates the Quality and Cost of the Final Product
10. Conclusion: Partnering for Industrial Excellence
In conclusion Rock salt refinement efficiency , rock salt refinement efficiency is a journey that begins thousands of feet underground. The quality of the raw material dictates every aspect of the refinery’s performance, from the energy it consumes to the waste it produces and the quality of the final crystal.
At Sama United, we are dedicated to providing the high-purity raw materials that modern heavy industry demands. We understand that your refinery is a sophisticated machine that deserves the best possible fuel. By choosing Sama United, you are choosing a partner who understands the chemistry, the geology, and the economics of salt. Let us provide the purity that drives your success.
Are you looking to optimize your refinery’s performance and lower your operational costs? Contact the technical experts at Sama United today for a technical consultation and a customized bulk rock salt quote.