by norhan | Jul 9, 2026 | Rock Salt, Salt
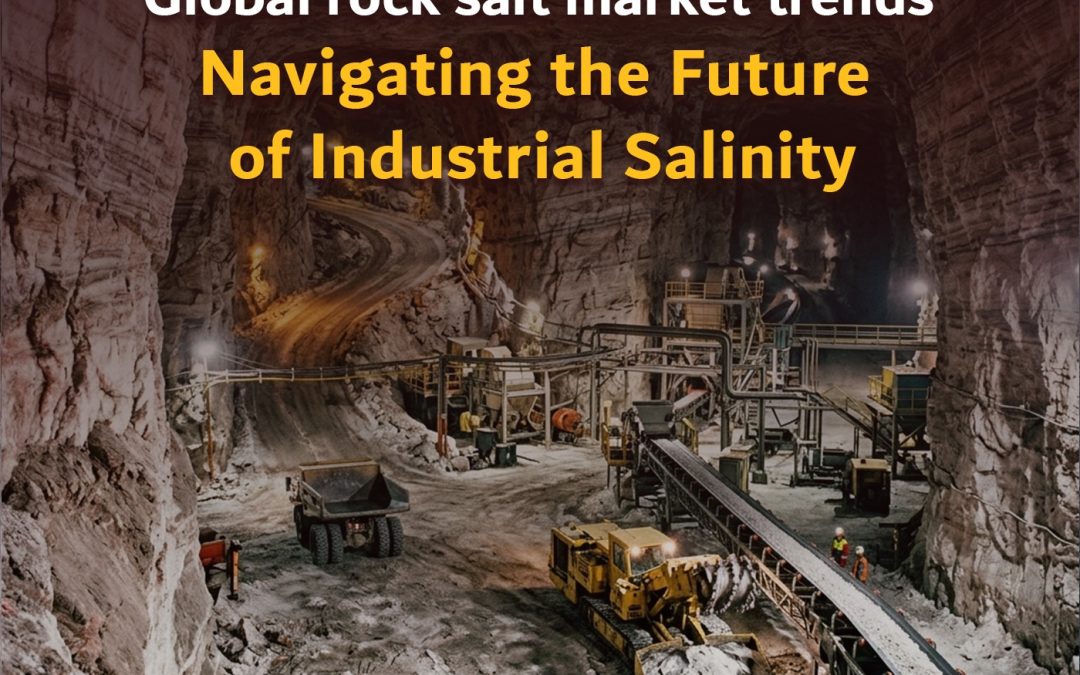
Global rock salt market trends are currently undergoing a fundamental transformation, moving far beyond the traditional boundaries of a simple mineral trade. At Sama United, we have observed that the industry is no longer just about moving tonnage from mines to factories; it is now about sustainability, digital precision, and geopolitical resilience. As a UK-registered company with deep roots in global mineral logistics, we see ourselves as a strategic bridge between ancient natural resources and the high-tech industrial needs of tomorrow.
The next decade will be defined by how the salt industry adapts to a rapidly changing world. From the increasing demand for high-purity feedstock in the chemical sector to the pressure for decarbonized supply chains, the landscape is shifting. As experts at Sama United, we believe that understanding these global rock salt market trends is essential for any business looking to secure its raw material future. In this comprehensive outlook, we will explore the major forces shaping the industry and explain why our approach at Sama United is designed to keep our partners ahead of the curve.

Global rock salt market trends: Navigating the Future of Industrial Salinity
1. The Decarbonization of Salinity: The Rise of “Green Salt”
One of the most powerful global rock salt market trends is the aggressive push for sustainability. Modern industrial giants are no longer satisfied with salt that is merely pure; they want salt that is produced and transported with a low carbon footprint.
At Sama United, we are witnessing a growing preference for solar-evaporated rock salt over traditional energy-intensive mining. Solar salt utilizes the natural power of the sun and wind, making it one of the most eco-friendly industrial minerals on earth. Furthermore, our clients are increasingly requesting “Life Cycle Assessments” (LCA) for their salt supplies. We are responding by optimizing our logistics to reduce “food miles” (or rather, “industrial miles”) and exploring recyclable bulk packaging. Sustainability is no longer a corporate social responsibility checkbox—it is a core economic driver for the 2025-2030 period.
2. Geopolitical Diversification: Shifting Supply Chains
The recent disruptions in global trade have taught the industrial world a hard lesson: over-reliance on a single geographic source is a major risk. A key trend in the global rock salt market trends of the coming years is the “Derisking” of supply chains.
We at Sama United have seen a surge in interest from European and UK-based manufacturers looking to diversify their sources away from traditional hubs and toward stable, high-quality Mediterranean and Middle Eastern deposits. By maintaining a diverse sourcing network, Sama United ensures that our partners are protected from localized strikes, weather events, or geopolitical tensions. The future of salt procurement is not just about the lowest price—it is about the most reliable route.
3. The “Purity Push” in High-Tech Manufacturing
While salt has always been a primary feedstock for the chlor-alkali and plastics industries, the precision required by modern machinery is reaching new heights. Global rock salt market trends show that “standard grade” is becoming obsolete in many sectors, replaced by a demand for “Ultra-Pure” sodium chloride.
As technology in chemical synthesis and water electrolysis advances, even trace amounts of magnesium or calcium (measured in parts per million) can lead to expensive membrane failures. Sama United is meeting this trend by investing in better refining partnerships and more rigorous lab testing. We understand that our salt is often the first step in a complex high-tech manufacturing process, and our quality standards reflect the weight of that responsibility.
4. Digital Logistics and the Transparent Supply Chain
The industrial mineral sector was traditionally slow to adopt technology, but that is changing rapidly. A significant part of the global rock salt market trends involves the digitalization of the supply chain.
At Sama United, we are integrating digital tracking and transparent documentation into our workflow. Our partners expect to see their Certificates of Analysis (CoA) and shipping updates in real-time. By utilizing smart logistics, we can optimize container space, reduce port delays, and provide our clients with the data they need to manage their inventory levels with surgical precision. Transparency is the new currency of trust in the global salt trade.
5. Climate Change and the De-icing Volatility
The de-icing sector remains a massive consumer of bulk rock salt, but climate change is making this market highly volatile. Global rock salt market trends indicate that “Just-in-Time” procurement for road salt is failing. Instead, we are seeing a move toward “Strategic Stockpiling.”
Municipalities and highway authorities are now looking for multi-year contracts that guarantee supply during extreme, unpredictable weather events. At Sama United, we work with our partners to build these strategic reserves. Our ability to scale logistics quickly in response to weather shifts is becoming one of our most valued services. The future of winter safety is built on long-term mineral security, not short-term spot purchases.

Global rock salt market trends: Navigating the Future of Industrial Salinity
6. The Expansion of Salt in the Energy Sector
Beyond traditional chemistry, rock salt is finding new roles in the transition to renewable energy. One of the most exciting global rock salt market trends is the use of salt in thermal energy storage and potentially in next-generation battery technology.
Concentrated Solar Power (CSP) plants are using molten salts to store heat, and researchers are looking at sodium-ion batteries as a cheaper, more abundant alternative to lithium-ion. As these technologies scale, Sama United is positioning itself to provide the specific chemical-grade minerals required for the energy infrastructure of the future. We don’t just sell an ancient mineral; we provide the raw material for the green energy revolution.
7. The Impact of Emerging Markets in Asia and Africa
While Europe and North America remain stable consumers, the growth of the global rock salt market trends is heavily influenced by the industrialization of Asia and parts of Africa. The massive expansion of the textile, leather, and detergent industries in these regions is driving a global hunt for high-quality bulk salt.
Sama United leverages its UK headquarters to facilitate trade between these emerging industrial hubs and the world’s finest salt sources. We understand the specific logistical and regulatory challenges of these regions, ensuring that our salt reaches even the most complex and growing markets on time and within budget.
8. Reducing Waste: The Circular Economy of Brine
A rising trend in industrial salt use is the “Circular Economy” mindset. Manufacturers are looking for ways to recover and recycle the salt they use in their processes. Global rock salt market trends show an increased interest in salts that are easier to recycle and have fewer chemical additives (like anti-caking agents) that might interfere with brine recovery systems.
At Sama United, we provide high-purity natural rock salt that is free from excessive chemical treatment. This makes our salt the ideal choice for modern plants that are investing in salt-recovery technology to lower their operational costs and environmental impact.
9. Why Sama United is the Expert Partner for the Future
In an era of rapid change, you need a partner who understands both the heritage of the mineral and the future of the market. Sama United is not just a supplier; we are market analysts and logistics architects.
We offer our clients:
-
Predictive Procurement: Helping you buy when the market is stable, not when it is spiking.
-
UK-Based Professionalism: Transparency, contract reliability, and international trade expertise.
-
Global Reach: A sourcing and logistics network that spans the Mediterranean, Middle East, and Europe.
-
Technical Consulting: Matching the exact salt grade to your specific machinery and chemical needs.

Global rock salt market trends: Navigating the Future of Industrial Salinity
10. Conclusion Global rock salt market trends : Securing Your Competitive Edge
In conclusion, the global rock salt market trends for 2025 and beyond point toward a world that values reliability, purity, and sustainability above all else. Salt is a fundamental mineral, but its procurement has become a high-stakes strategic decision.
At Sama United, we are dedicated to helping our partners navigate these complexities. Whether you are in the chemical, textile, or infrastructure sector, the choices you make about your salt supply today will determine your operational efficiency tomorrow. Let Sama United be the foundation of your success. We handle the mountains of mineral data and the complexities of global freight so that you can focus on building your brand and your business.
Are you ready to align your procurement strategy with the future of the market? Contact the experts at Sama United today for a technical consultation and a customized bulk quote for your long-term needs.
by norhan | Jul 7, 2026 | Rock Salt, Salt
Industrial salt sourcing is one of the most critical decisions a procurement manager or chemical engineer can make. At Sama United, we frequently encounter the same question: “Is rock salt or sea salt better for my factory?” While both products are technically sodium chloride (NaCl), the choice between them is far from superficial. In the world of high-volume manufacturing, textile dyeing, and chemical synthesis, the physical and chemical differences between these two minerals can mean the difference between a high-yield production run and a costly equipment failure.
As experts at Sama United, we have spent years navigating the complexities of global mineral trade. We know that salt is not just a commodity; it is a functional ingredient. Whether you are running an electrolytic cell in a chlor-alkali plant or maintaining thousands of miles of icy highways, understanding the nuances of industrial salt sourcing is essential for your operational success. In this guide, we will break down the fundamental differences between rock salt and sea salt from an industrial perspective and explain why Sama United is the partner of choice for securing your mineral supply.

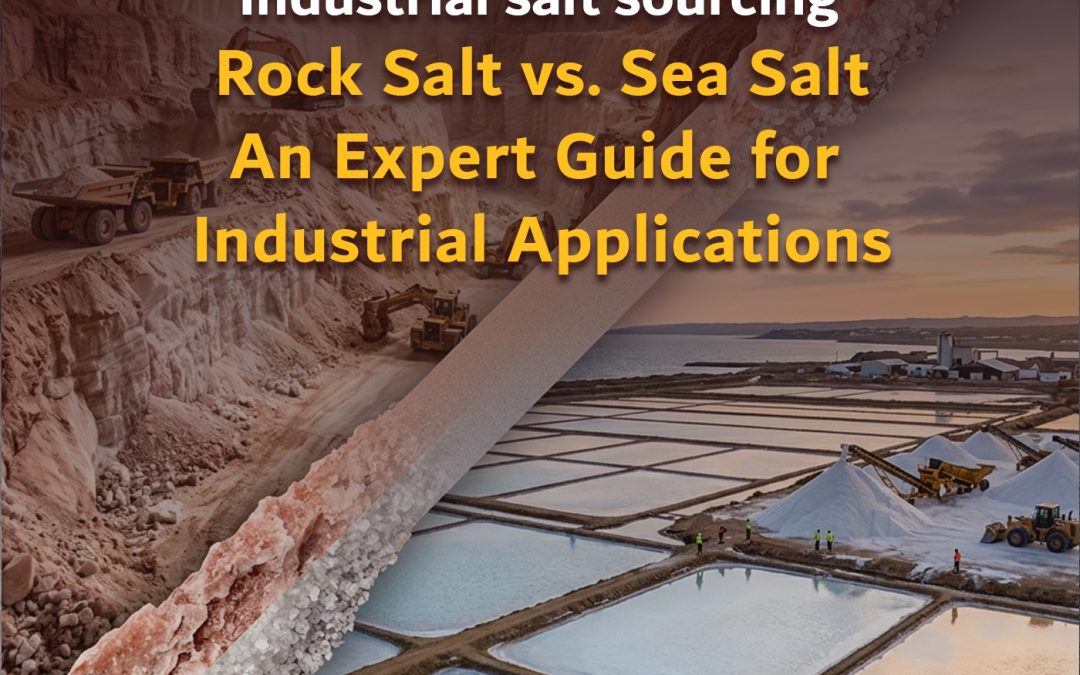
Industrial salt sourcing: Rock Salt vs. Sea Salt—An Expert Guide for Industrial Applications
Understanding the Origins: Mined vs. Evaporated
Before we dive into the technicalities, it is important to understand where these salts come from.
-
Rock Salt (Halite): This is salt that has been trapped underground for millions of years in ancient sea beds. It is extracted through traditional mining methods. Because it is a mineral deposit, it is often dense, hard, and contains various trace minerals from the earth.
-
Sea Salt: This is harvested from the modern ocean. Using solar evaporation, the sun and wind dry out large ponds of seawater, leaving behind salt crystals. This process is generally more renewable but is susceptible to modern environmental conditions.
At Sama United, we source both types, but we guide our clients based on their specific technical requirements. Each has a unique “fingerprint” that makes it suitable for different tasks.
1. Chemical Purity and the Impact of Trace Minerals
When it comes to industrial salt sourcing, chemical purity is the primary concern. In professional chemistry, we look at the percentage of Sodium Chloride (NaCl).
-
Rock Salt: Generally has a purity of 98% to 99%. However, it contains trace minerals like calcium, magnesium, and potassium that were present when the ancient sea dried up. For some industries, these minerals are a nuisance; for others, they are irrelevant.
-
Sea Salt: Can often be refined to higher levels of purity (99.5%+) during the washing and crystallization process. However, raw sea salt may contain trace organic matter from the modern ocean.
At Sama United, we provide a full Certificate of Analysis (CoA) with every shipment. If your process is sensitive to magnesium (like in certain textile dyes), we steer you toward our high-purity refined salts. If purity is less critical than cost-effectiveness, our natural rock salt is the superior choice.
2. Solubility Rates: The Speed of the Reaction
In large-scale industrial vats, how fast your salt dissolves is a major factor in efficiency.
-
Sea Salt: Because it is formed through crystallization, sea salt crystals tend to be more porous and less dense. This means they dissolve very quickly in water, creating a brine almost instantly.
-
Rock Salt: These crystals are dense and hard. They dissolve much more slowly than sea salt. This “slow-release” property is actually an advantage in many industrial applications.
Sama United’s Expert Tip: If you are using a “continuous flow” brine system, rock salt is often better because it maintains a steady concentration without “spiking.” If you are doing fast-batch seasoning or spice mixing, sea salt’s rapid dissolution is your best friend.
3. The Durability Factor in Logistics and Storage
In industrial salt sourcing, we must consider the “shelf life” of the mineral. Salt is heavy, and moving thousands of tons across the globe is a logistical challenge.
-
Rock Salt is physically tougher. It resists crushing during transport and is less likely to turn into “dust” in your silo.
-
Sea Salt is more delicate. If handled roughly, the crystals can break down into fine particles, which can lead to “caking” (hardening) if moisture is present in your warehouse.
At Sama United, we utilize specialized moisture-proof packaging for our sea salt shipments to ensure that even the most delicate crystals arrive in a free-flowing state.
4. De-icing and Infrastructure: Why Rock Salt Rules the Road
For municipal and road authorities, rock salt is the undisputed champion.
-
Cost-Effectiveness: When you are buying 20,000 tons to cover a highway network, the lower cost of mined rock salt is a major factor.
-
Grit and Friction: Because rock salt contains insoluble minerals (tiny bits of rock and clay), it provides immediate mechanical traction for vehicle tires on icy roads—something pure, refined sea salt cannot do.
Sama United manages large-scale winter contracts, providing bulk rock salt that is graded specifically for industrial spreading machines.
5. Textiles and Chemicals: The Need for High Purity
In the textile and chemical industries, impurities are the enemy.
-
Textiles: In our experience at Sama United, we’ve seen how magnesium in rock salt can interfere with the binding of dyes to fabric, leading to uneven colors. Therefore, we often recommend high-purity refined sea salt for our textile partners.
-
Chlor-Alkali Production: This industry requires salt that is split into chlorine and caustic soda. Here, purity is non-negotiable. Any trace metals can damage the expensive membranes used in the electrolytic cells.

Industrial salt sourcing: Rock Salt vs. Sea Salt—An Expert Guide for Industrial Applications
6. Environmental Sustainability and the “Green” Sourcing Trend
Modern industrial salt sourcing is increasingly focused on the environmental footprint.
-
Sea Salt is generally considered more “sustainable” because it uses solar energy for the primary production. It is a renewable resource as long as the ocean exists.
-
Rock Salt requires mining, which is more energy-intensive. However, Sama United prioritizes mines that follow ethical and environmentally responsible extraction practices.
By choosing Sama United, your business can claim a more transparent and responsible supply chain, which is a growing requirement for international ESG (Environmental, Social, and Governance) standards.
7. Economics: The Bottom Line
Let’s talk about the budget. Generally, rock salt is more affordable in bulk because it is harvested in massive quantities with less “processing” required than high-end refined sea salt.
However, Sama United encourages our clients to look at the “Total Cost of Ownership.” If a cheaper salt causes your machines to scale or your product to fail, it isn’t actually cheaper. We help you balance the initial procurement price with the long-term operational efficiency.
8. Why Choose Sama United in Industrial salt sourcingas Your Strategic Partner?
At Sama United Industrial salt sourcing , we are more than just a trading company. We are a UK-registered entity (Sama United Ltd) with a global reach. We understand that your business doesn’t just need salt—it needs a reliable supply chain.
-
Technical Consultation: We don’t just take an order; we ask about your machinery and your goals to recommend the perfect grade.
-
Logistical Mastery: Whether you need a 20-ton container or a full bulk carrier, our logistics team manages the complexity of maritime transport and customs.
-
Transparency: From the mine to your factory gate, we provide documentation that ensures you are getting exactly what you paid for.

Industrial salt sourcing: Rock Salt vs. Sea Salt—An Expert Guide for Industrial Applications
Conclusion Industrial salt sourcing : Making the Right Choice
In conclusion Industrial salt sourcing , there is no “better” salt in absolute terms—there is only the right salt for your specific application. Rock salt is the workhorse of infrastructure and heavy industry, while sea salt provides the purity and solubility required for delicate chemical and food processes.
The secret to successful industrial salt sourcing is having an expert partner who can tell the difference. At Sama United, we pride ourselves on being that partner. We handle the geology, the chemistry, and the logistics, so you can focus on building your business.
Are you ready to optimize your raw material supply? Contact the experts at Sama United Industrial salt sourcing today for a technical consultation and a customized bulk salt quote that fits your industrial needs.
by norhan | Jul 5, 2026 | Rock Salt, Salt
Industrial rock salt durability is often the silent factor that determines the profitability of a large-scale manufacturing operation. At Sama United, we have worked with global partners across various sectors—from chemical plants to textile dye houses—and we have observed a recurring problem: salt that looks perfect at the mine but arrives at the factory as either a fine powder or a solid, unusable block. In the world of industrial minerals, “durability” refers to the crystal’s ability to withstand mechanical pressure and environmental humidity during its journey from our source to your facility.
As experts at Sama United, we view every salt crystal as a structural component of your production line. If the salt breaks down prematurely, it affects dissolution rates, jams automated machinery, and creates unwanted dust. Understanding the science behind industrial rock salt durability is essential for any procurement manager who wants to eliminate waste and ensure consistent output. In this guide, we will explore the factors that influence salt’s physical strength, the challenges of global transport, and the innovative ways Sama United protects the integrity of every grain we ship.

Industrial rock salt durability: Why Crystal Integrity is the Key to Supply Chain Success
1. The Geological Foundation of Crystal Strength
The journey of industrial rock salt durability begins millions of years ago. Unlike solar salt, which is formed by the rapid evaporation of seawater, rock salt is harvested from ancient underground deposits. These crystals have been subjected to immense geological pressure over eons.
At Sama United, we prioritize sourcing from deep-seam mines where the salt is naturally denser. This high density is a primary indicator of durability. A dense crystal has fewer “micropores” or internal air pockets, making it less likely to shatter when handled by heavy machinery or moved through pneumatic systems. When you source from Sama United, you are investing in a mineral that has already been “hardened” by the earth itself.
2. The Challenge of Mechanical Caking and Pressure
In large-scale industrial warehousing, salt is often stacked in massive piles or high-layered pallets. This leads to what we call “mechanical caking.” If the salt lacks the necessary industrial rock salt durability, the weight of the top layers will crush the bottom crystals.
When crystals shatter, they create “fines” (salt dust). These tiny particles fill the gaps between the larger grains, and in the presence of even a trace of moisture, they fuse together. This is why you sometimes find a “salt wall” in your warehouse that requires a jackhammer to break. At Sama United, we combat this by providing specific grain sizes (granulometry) that are engineered to distribute weight evenly, significantly reducing the risk of crushing during long-term storage.
3. Hygroscopicity: The Moisture Battle
Salt is naturally hygroscopic, meaning it attracts moisture from the atmosphere. This is the biggest threat to industrial rock salt durability. When salt absorbs water, the surface of the crystal softens and begins to dissolve. When the environment dries out, these “soft” surfaces fuse with neighboring crystals.
As experts at Sama United, we implement a “Moisture-Shield” strategy. Our rock salt is harvested and processed in controlled environments to keep its internal moisture content exceptionally low (often below 0.1%). By starting with a dry, durable crystal, we ensure that the salt remains free-flowing even when it encounters the humid environments of international shipping routes.
4. The Physics of Transport: Vibration and Friction
During industrial rock salt export, the salt is subjected to constant vibration on trucks, trains, and ships. This friction causes the crystals to rub against each other, a process known as “attrition.” If the salt is brittle, this friction creates a massive amount of dust by the time it reaches the destination.
Sama United understands the physics of the cargo hold. We ensure that our salt has a high “Hardness Index.” This means that during a 20-day sea voyage from the Mediterranean to Northern Europe or the UK, our crystals maintain their shape. For our clients, this means they receive exactly what they paid for: high-quality, graded salt crystals rather than a mixture of chunks and dust.
5. Packaging as a Protector of Durability
The bag is the first line of defense for industrial rock salt durability. At Sama United, we don’t believe in “standard” packaging for heavy industry. We utilize:
-
Woven Polypropylene (PP) Bags: These provide the tensile strength needed to hold 25kg or 1000kg (Big Bags) without stretching or tearing.
-
Polyethylene (PE) Liners: We use internal liners that act as a vapor barrier. This prevents moisture from reaching the crystals and protects them from the “softening” that leads to breakage.
-
UV Stabilization: For salt that might be stored outdoors at a construction site or a port, our packaging is UV-treated to prevent the plastic from becoming brittle and failing, which would expose the salt to the elements.

Industrial rock salt durability: Why Crystal Integrity is the Key to Supply Chain Success
Why does industrial rock salt durability matter to a factory chemist? It comes down to surface area. A durable, uniform crystal dissolves at a predictable rate. If your salt has shattered into various sizes, the fine dust will dissolve instantly, while the large chunks will take much longer.
In industries like textile dyeing or chemical synthesis, this inconsistency can ruin a batch. At Sama United, we ensure that our salt is durable enough to reach your mixing vats in its intended size. This allows your engineers to calibrate their processes with 100% confidence, knowing that the salt will dissolve exactly as planned every time.
7. The Economic Impact of “Fine” Waste
Every ton of salt dust created by poor industrial rock salt durability is a loss for your business. Dust can:
-
Clog Filters: Increasing maintenance costs and downtime.
-
Blow Away: In de-icing or soil stabilization, fine salt dust is often blown away by the wind before it can do its job.
-
Inaccurate Dosing: Automated feeders measure by volume or weight; dust changes the density of the mix, leading to inaccurate chemical dosing.
By choosing Sama United, you are choosing a product that minimizes waste. Our salt is “clean-screened,” meaning we remove the dust at the factory, and its high durability ensures that no new dust is created during transit.
8. Sieve Analysis and Quality Assurance
At Sama United, we don’t just claim durability; we prove it. Every batch of our industrial salt undergoes a “Sieve Analysis” before and after simulated stress tests. We measure the “Granular Integrity” to ensure that the salt meets the strict specifications required by our industrial partners.
Whether you need salt for an oil refinery, a soap factory, or a large-scale water treatment plant, our technical team provides the documentation (Certificates of Analysis) that proves the physical strength and chemical purity of our supply. We believe in transparency because we know our salt can handle the pressure.
9. Managing Global Trade Routes with Sama United
As a UK-registered company (Sama United Ltd), we have mastered the logistics of the salt trade. We know that the route from a mine in the Mediterranean to a port in the UK involves temperature shifts and humidity spikes.
Our logistics experts coordinate with shipping lines to ensure that the salt is “stowed” in the coolest, driest parts of the vessel. This attention to detail is part of the Sama United service. We handle the complexity of the supply chain so that when you open a bag of salt in your facility, it looks and performs exactly as it did when it left our mine.
10. Sustainability: Durable Salt is Green Salt
Sustainability is at the heart of modern industry. Industrial rock salt durability contributes to your sustainability goals in a simple way: it reduces waste. When you use salt that doesn’t break down, you use less of it. You have fewer rejected batches, less equipment wear, and lower transport emissions because you aren’t shipping “waste dust.”
At Sama United, we prioritize solar and natural rock salt sourcing that has a lower environmental impact. By combining traditional harvesting with modern quality control, we provide a mineral that is both ancient in its origin and modern in its performance.

Industrial rock salt durability: Why Crystal Integrity is the Key to Supply Chain Success
Conclusion Industrial rock salt durability : Partnering for a Stronger Future
In conclusion, industrial rock salt durability is the foundation of a resilient supply chain. It is the difference between a smooth-running factory and a logistical headache. Salt is a fundamental mineral, but its physical properties require professional respect and expert handling.
At Sama United Industrial rock salt durability , we are more than just a supplier; we are your technical partner in salinity. We understand the physics of the crystal, the challenges of the warehouse, and the demands of the global market. Let us provide the mineral strength your business deserves. When you choose Sama United, you are choosing durability, purity, and a partnership built on solid ground.
Are you ready to eliminate salt waste and improve your production efficiency? Contact the experts at Sama United today for a Industrial rock salt durability technical consultation and a customized quote for our high-durability industrial rock salt.
by norhan | Jul 3, 2026 | Rock Salt, Salt
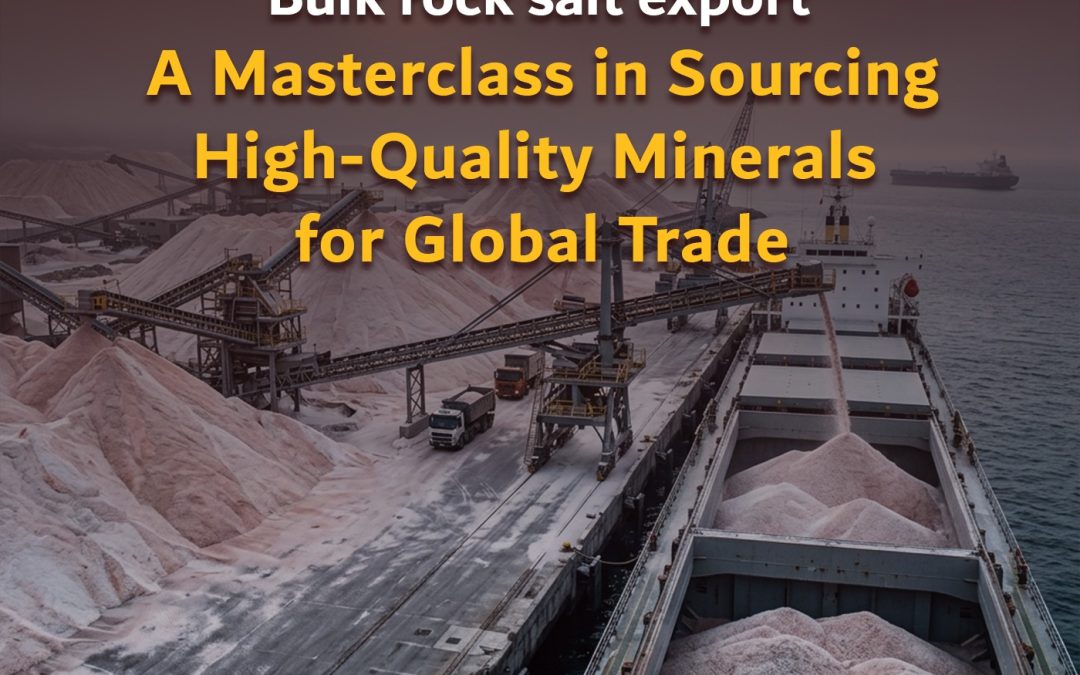
Bulk rock salt export is a sophisticated engine that powers the world’s heavy industries, and at Sama United, we have mastered the gears of this complex machine. To the uninitiated, salt might seem like a simple, abundant commodity. However, in the high-stakes world of international trade and industrial manufacturing, salt—specifically natural rock salt—is a precision-engineered chemical foundation. Sourcing high-quality salt for export requires a deep understanding of geology, chemistry, and maritime logistics. As a leading partner in this sector, we have spent years bridging the gap between the earth’s natural deposits and the exacting needs of global manufacturers.
As experts at Sama United, we believe that transparency and technical excellence are the only ways to build a sustainable supply chain. Whether you are a procurement officer for a chemical plant in Europe or a logistics manager for a municipal safety department in the UK, the success of your operation depends on the reliability of your mineral source. In this comprehensive guide, we will peel back the layers of the bulk rock salt export industry, exploring how to identify premium quality, manage international logistics, and why Sama United remains the gold standard for wholesale salt sourcing.

Bulk rock salt export: A Masterclass in Sourcing High-Quality Minerals for Global Trade
1. The Chemical Foundation: Why Purity is Non-Negotiable
In the world of bulk rock salt export, the most important number is the Sodium Chloride (NaCl) percentage. But at Sama United, we teach our clients to look beyond the headline figure. High-purity salt is essential because impurities like magnesium, calcium, and potassium can cause catastrophic failures in industrial processes.
-
Industrial Impact: For a chlor-alkali plant, even a 0.5% variance in magnesium can “poison” the electrolytic membranes, leading to millions of pounds in repair costs.
-
The Sama United Standard: We prioritize sourcing rock salt with a purity level of 98% to 99.5%. By providing a detailed Certificate of Analysis (CoA) with every shipment, we ensure our clients have 100% confidence in the chemical profile of their mineral supply.
2. Navigating the Sourcing Landscape: The Mediterranean and Beyond
The journey of bulk rock salt export begins thousands of feet underground or in vast solar evaporation flats. Location is everything. At Sama United, we strategically source from regions like the Mediterranean and the Middle East, where geological stability has created some of the cleanest salt deposits on the planet.
-
Ancient Seams: The rock salt we provide is often harvested from ancient sea beds that have been protected from modern pollutants for millions of years.
-
Sourcing Strategy: We don’t just buy from any mine. Our experts conduct rigorous site audits to ensure that the mining practices are sustainable and that the salt is screened and crushed using modern, high-tech machinery. This “Source-First” approach is what allows Sama United to guarantee quality even at the massive scales required for international export.
3. The Crucial Role of Granulometry (Grain Size)
One of the most overlooked factors in bulk rock salt export is grain size. Different industries require different “cuts” of salt. At Sama United, we specialize in “tailored granulometry.”
-
Fine Grain: Essential for textile dyeing and chemical synthesis where rapid dissolution is key.
-
Coarse Grain: Vital for road de-icing and water softening, where a “slow-release” of salinity is required to be effective.
-
Uniformity: Inconsistent grain sizes can jam automated industrial feeders and cause uneven chemical reactions. We utilize multi-stage screening technology to ensure that every bag of salt matches the exact micron specifications requested by our partners.
4. Logistics Mastery: Crossing the High Seas
Logistics is the most challenging part of bulk rock salt export. Salt is heavy, abrasive, and hygroscopic (it attracts moisture from the air). Moving twenty thousand tons across the Atlantic or the Mediterranean requires a partner who understands maritime physics.
At Sama United, our logistics team focuses on:
-
Moisture Control: We utilize heavy-duty polyethylene liners in our 25kg bags and 1000kg Big Bags (FIBC) to act as a vapor barrier.
-
Container and Bulk Solutions: Whether you need 20-foot containers for a factory or a full Supramax vessel for a national municipality, we optimize the loading patterns to prevent “shifting” during transit, which can lead to product damage.
-
UK-Based Professionalism: As a company registered in the UK (Sama United Ltd), we navigate international shipping laws and Incoterms (like FOB, CIF, or CFR) with absolute precision, protecting our clients from hidden costs and port delays.
5. Regulatory Compliance and Documentation
Modern international trade is built on a mountain of paperwork. For a successful bulk rock salt export operation, you need more than just a bill of lading. You need a partner who can handle the “Red Tape.”
Sama United ensures every shipment is accompanied by:
-
Certificate of Analysis (CoA): A laboratory breakdown of the minerals.
-
Certificate of Origin: Crucial for customs and international trade agreements.
-
MSDS (Material Safety Data Sheet): Ensuring safe handling and storage at the destination.
-
Health and Phytosanitary Certificates: Where required for food-grade or agricultural applications.

Bulk rock salt export: A Masterclass in Sourcing High-Quality Minerals for Global Trade
6. The Economics of Scale: Buying Bulk the Smart Way
Why do the world’s leading manufacturers turn to Sama United for bulk rock salt export? Because we help them stabilize their bottom line. The “spot market” for salt is volatile, influenced by fuel prices, energy costs, and seasonal demand.
We offer our clients:
-
Long-Term Contracts: Lock in your price today to avoid the “winter spikes” in the salt market.
-
Strategic Stockpiling: We utilize our global warehouse network to keep stock closer to your facility, reducing the “last mile” transport costs.
-
Direct-from-Mine Pricing: By eliminating the middleman, we provide factory-gate pricing that smaller wholesalers simply cannot match.
7. Sustainability and the “Green” Supply Chain
In 2025, being a leader in bulk rock salt export means being a leader in sustainability. The environmental impact of mining and shipping is a concern for every modern brand.
At Sama United, we prioritize “Low-Carbon Salinity.” This means sourcing from solar evaporation pans that use the sun and wind as their primary energy source, and utilizing bulk sea freight, which is the most carbon-efficient way to move heavy minerals. We believe that your industrial success should not come at the cost of the planet.
8. Why Sama United is Your Expert Partner
The salt industry is old, but at Sama United, we bring a modern, technical, and human-centric approach. We don’t just “ship and forget.” We provide technical consultation. If you are having trouble with brine concentration in your factory or scaling in your pipes, our team is here to help you find the right grade of salt to solve the problem.
We are more than a supplier; we are your technical department in the mineral world. From the first phone call to the final offloading at your warehouse, Sama United is dedicated to the integrity of the crystal and the success of your business.
9. Case Study: Solving the “Caking” Problem
Recently, a major chemical client in Northern Europe was struggling with salt that arrived “solid” due to humidity during transit. Our team at Sama United redesigned their packaging, introducing a 120-micron PE liner and optimized the “anti-caking” additive ratio. The next shipment arrived perfectly free-flowing, saving the client thousands of pounds in labor costs. This is the difference that an expert partner makes in bulk rock salt export.

Bulk rock salt export: A Masterclass in Sourcing High-Quality Minerals for Global Trade
10. Conclusion: Securing Your Mineral Future
In conclusion, bulk rock salt export is the vital link between the earth’s natural riches and the industrial progress of our civilization. It is a sector that demands respect for the material, mastery of the logistics, and a commitment to chemical purity.
At Sama United, we invite you to experience a new standard in wholesale salt sourcing. Let us handle the complexity, the logistics, and the quality control, so you can focus on what you do best: building your business and serving your customers. The future of industry is built on salt—make sure yours is built on the best.
Are you ready to secure your supply of premium bulk rock salt? Contact the experts at Sama United today for a technical consultation and a customized quote tailored to your global business needs.

by norhan | Jul 1, 2026 | Rock Salt, Salt
Industrial rock salt applications extend far beyond the common image of salt as a simple kitchen staple or a winter road de-icer. In fact, salt—specifically natural rock salt—is a fundamental pillar of modern heavy industry. At Sama United, we have spent years supplying some of the world’s largest manufacturing hubs, and we have seen firsthand how this versatile mineral acts as a silent architect in the production of everything from the clothes you wear to the phone in your hand.
While many know that salt is essential for preserving food, its role as a chemical reagent and industrial catalyst is what truly keeps the wheels of the global economy turning. As experts at Sama United, we believe it is important for our clients and partners to understand the hidden value of the bulk minerals they source. In this comprehensive guide, we will explore five surprising industrial rock salt applications that demonstrate why salt is often referred to as “White Gold” in the manufacturing sector.

Industrial rock salt applications: Top 5 Surprising Uses for Global Manufacturing
1. The Heart of Chemical Manufacturing: The Chlor-Alkali Industry
The most significant of all industrial rock salt applications lies in the chemical sector. Nearly 60% of all industrial salt produced globally is funneled into the “Chlor-Alkali” process. If you look around your room right now, almost everything you see—plastics, papers, detergents, and glass—was likely produced using chemicals derived from rock salt.
The Science of Electrolysis
At Sama United, we provide high-purity rock salt to chemical plants that perform a process called electrolysis. When salt is dissolved in water (creating brine) and subjected to an electric current, it splits into three vital components:
-
Chlorine Gas: Essential for producing PVC (used in pipes and window frames) and disinfecting water supplies.
-
Caustic Soda (Sodium Hydroxide): A powerful base used in soap making and paper pulping.
-
Hydrogen Gas: Increasingly used as a clean energy source.
Without a consistent supply of industrial-grade rock salt, these fundamental building blocks of modern life would simply disappear.
2. Textile Dyeing: Ensuring the Vibrancy of Your Wardrobe
One of the less-known but vital industrial rock salt applications is in the textile industry. Have you ever wondered how your favorite pair of denim jeans or a bright red cotton shirt retains its deep, rich color? The secret is rock salt.
Acting as an Ionic Catalyst
In the world of fabric dyeing, salt acts as an “electrolyte.” When fabric is submerged in a dye bath, the negative charge of the fabric naturally repels the negative charge of the dye. At Sama United, we explain to our partners that salt is the bridge. It neutralizes the electrical charge, “pushing” the dye deep into the fibers of the fabric.
This process, known as “exhaustion,” ensures that the dye is not wasted and that the color is “fixed” permanently. Without high-quality industrial salt, the textile industry would face massive waste and inconsistent product quality.
In the heavy world of metallurgy, industrial rock salt applications are critical for the production of aluminum and steel. For metal to be useful, it must be refined and purified to remove “slag” (unwanted minerals and impurities).
Salt as a Fluxing Agent
When metals are melted at incredibly high temperatures, rock salt is added as a “flux.” This does three things:
-
Lowers the Melting Point: This saves a massive amount of energy in the furnace.
-
Prevents Oxidation: It forms a protective “cover” over the molten metal, preventing it from reacting with oxygen.
-
Removes Impurities: It binds with the waste material, making it easier to skim off and leave behind pure metal.
At Sama United, we specialize in providing the specific grain sizes required for aluminum smelters, ensuring their production lines remain efficient and cost-effective.
4. Pharmaceuticals and Life Sciences: Beyond the Saline Drip
When we think of industrial rock salt applications in health, we often think of IV drips. While medical-grade saline is a massive part of the industry, salt is also used in the manufacturing of medicines.
In large-scale pharmaceutical labs, salt is used in a process called “salting out.” It is used to separate and purify proteins and other chemical compounds. Salt is also used as a base for many tablet coatings and as a vital component in the production of insulin.
The salt used in these sectors must be of the highest chemical purity. Sama United understands the strict regulatory requirements of the pharmaceutical world, providing salt that is free from heavy metals and contaminants to ensure safety and efficacy.
5. The Oil and Gas Industry: Stabilizing the Earth
Perhaps the most surprising of all industrial rock salt applications is its role in energy production. Deep underground, where oil and gas are harvested, the environment is unstable and highly pressurized.
Drilling Muds and Well Completion
Rock salt is a primary ingredient in “drilling fluids” or “drilling muds.”
-
Increasing Density: Salt makes the drilling fluid heavier, which helps prevent “blowouts” by counteracting the high pressure of the oil and gas.
-
Soil Stabilization: It prevents the surrounding rock and shale from swelling and collapsing into the drill hole.
At Sama United, we coordinate complex logistics to deliver bulk rock salt to remote energy sites, ensuring that these vital operations can proceed safely and without structural failure.

Industrial rock salt applications: Top 5 Surprising Uses for Global Manufacturing
Why Quality Matters: The Sama United Difference
Understanding these industrial rock salt applications is only half the battle. The other half is ensuring that the salt you source is fit for purpose. In industrial manufacturing, using the wrong grade of salt can lead to machine damage, chemical contamination, and lost profit.
At Sama United, we don’t just sell salt; we provide a “Certificate of Quality” for every shipment. We focus on two key metrics that determine the success of your industrial process:
Chemical Purity (NaCl Content)
For the chlor-alkali and pharmaceutical industries, purity is everything. A 0.5% difference in sodium chloride content can drastically alter a chemical reaction. Our rock salt is sourced from ancient, protected deposits to ensure maximum purity.
Granulometry (Grain Size)
A textile dyer needs fine salt that dissolves instantly. A metal smelter needs coarse salt that can withstand high-heat furnaces. Sama United offers a variety of grain sizes, from fine powder to extra-coarse chunks, tailored to your specific industrial machinery.
The Logistics of Industrial Salinity
Moving thousands of tons of rock salt across the globe is a challenge that Sama United has mastered. Because salt is a heavy commodity, the cost of shipping can often outweigh the cost of the mineral itself.
Our logistics team works to optimize your supply chain by:
-
Strategic Warehousing: Keeping stock closer to major industrial hubs.
-
Bulk Shipping Solutions: Utilizing 20-foot and 40-foot containers, as well as bulk carriers, to find the most cost-effective route for your budget.
-
Moisture Protection: Salt is “hygroscopic” (it attracts water). We use specialized liners in our packaging to ensure your salt arrives dry and free-flowing, never clumped or solid.
Sustainability in Industrial Salt Production
As a leader in the industry, Sama United is committed to the future. Many industrial rock salt applications are now shifting toward “Green Chemistry.” We prioritize sourcing salt that is harvested using traditional, low-energy solar evaporation or responsible mining practices. By choosing Sama United, your company is supporting a supply chain that respects the environment while fueling industrial growth.

Industrial rock salt applications: Top 5 Surprising Uses for Global Manufacturing
Conclusion Industrial rock salt applications : Choosing Your Strategic Mineral Partner
The industrial rock salt applications we’ve explored—from the plastic in your car to the clothes on your back—prove that salt is the foundation of modern civilization. It is a mineral that demands respect, precision, and professional handling.
At Sama United, we are more than just a supplier. We are a team of experts dedicated to helping your factory, plant, or laboratory succeed. We understand the high stakes of your production lines, and we provide the “White Gold” you need to keep them running perfectly.
Are you looking to optimize your industrial supply chain with high-purity rock salt? Contact the experts at Sama United today for a technical consultation and a customized bulk quote.
by norhan | Jun 29, 2026 | Rock Salt, Salt
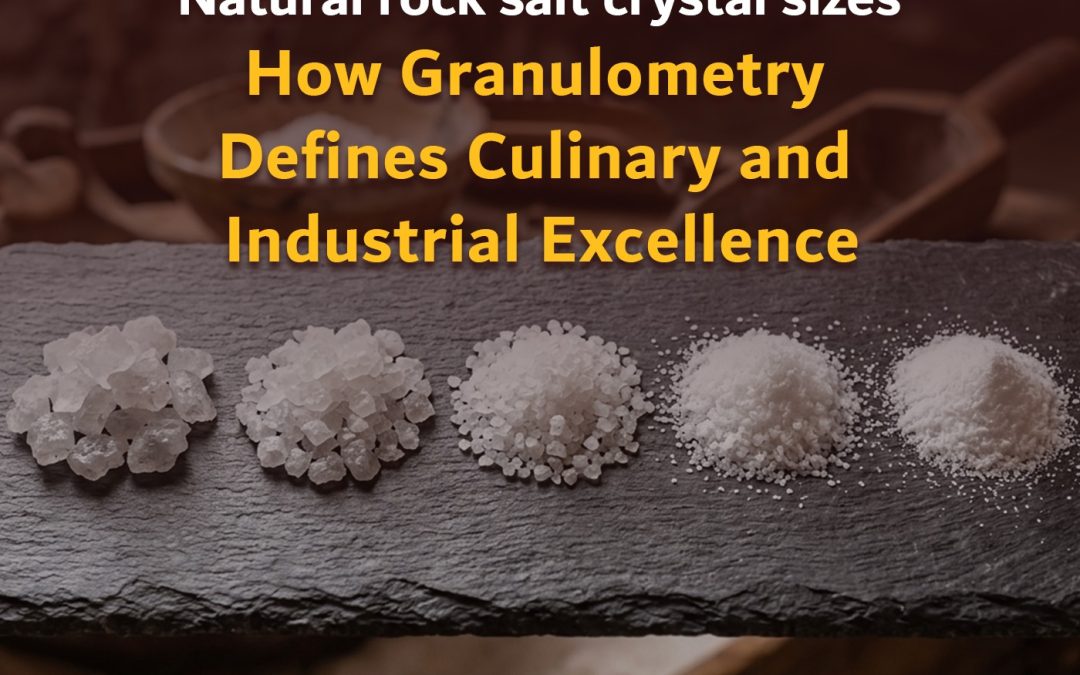
Natural rock salt crystal sizes are far more than a visual characteristic; they represent a fundamental functional property that determines how salt performs in everything from a high-end restaurant kitchen to a large-scale industrial chemical plant. At Sama United, we have spent years mastering the science of salt, and we understand that for our clients, the “size of the grain” is often just as important as the chemical purity of the mineral itself. Whether you are looking for an instant dissolution in a complex brine or a slow-release crunch on a premium cut of meat, the crystal size is the key to unlocking the full potential of this ancient mineral.
As experts at Sama United, we believe that transparency and education are the foundations of a strong partnership. We don’t just supply salt; we provide tailored solutions. Understanding the variations in natural rock salt crystal sizes allows procurement managers and chefs to optimize their processes, reduce waste, and enhance the quality of their final products. In this comprehensive guide, we will dive deep into the world of salt granulometry, exploring how these variations are formed, why they matter, and how Sama United ensures absolute consistency across every batch we deliver.

Natural rock salt crystal sizes: How Granulometry Defines Culinary and Industrial Excellence
The Science of Sizing: Understanding Granulometry
In the salt industry, we use the term “granulometry” to describe the measurement and distribution of grain sizes. When we extract rock salt from the earth, it doesn’t come out in uniform cubes. It comes in massive boulders that must be carefully crushed, screened, and sorted.
At Sama United, we utilize advanced mechanical sieving processes. This involves passing the crushed mineral through a series of mesh screens with progressively smaller openings. This allowed us to categorize our salt into specific ranges—from fine powders to “extra coarse” chunks. The precision of this screening is vital because even a small percentage of “fines” (dust) in a coarse bag can ruin the intended texture or cause clumping in industrial machinery.
Fine Grain Salt: The Master of Dissolution
When you think of standard table salt, you are usually thinking of fine grain. However, in the gourmet and industrial sectors, fine grain natural rock salt crystal sizes (typically 0.1mm to 0.6mm) serve a very specific purpose: rapid solubility.
-
Culinary Use: Fine grain salt is essential for baking, where it must dissolve quickly and evenly into dough to ensure a consistent flavor profile. It is also the preferred choice for seasoning fine snack foods like popcorn or nuts, as its small surface area allows it to adhere perfectly to irregular surfaces.
-
Industrial Use: In industries like textile dyeing or leather tanning, our partners at Sama United often request fine grains. Why? Because these processes require a saturated brine where the salt must dissolve instantly to trigger the necessary chemical reactions without leaving sediment at the bottom of the vats.
Medium Grain Salt: The Versatile All-Rounder
The medium grain (typically 1mm to 3mm) is perhaps the most versatile of the natural rock salt crystal sizes. It offers a balance between the speed of fine salt and the presence of coarse salt.
At Sama United, we often recommend this size for:
-
Dry Rubs and Spice Blends: It is large enough to stay separated from other spices, preventing clumping, yet small enough to provide a balanced flavor when applied to meats.
-
Water Softening: Many commercial water treatment systems utilize medium-grade salt because it dissolves at a controlled rate, preventing “bridging” or “mushing” in the brine tank.
Coarse Grain Salt: Texture and Visual Impact
Coarse natural rock salt crystal sizes (3mm to 6mm and above) are the crown jewels of the gourmet industry. These large, rugged crystals are prized for their slow-release properties and their distinctive “pop” of salinity.
-
Finishing Excellence: Professional chefs use coarse salt as a “finishing salt.” When sprinkled over a dish just before serving, the large crystals don’t dissolve immediately. This provides a delightful textural contrast and a burst of flavor that cleanses the palate.
-
Meat Curing: In large-scale meat processing, Sama United provides coarse salt because its slow dissolution allows for a more controlled curing process, drawing out moisture without over-salting the exterior of the meat too quickly.

Natural rock salt crystal sizes: How Granulometry Defines Culinary and Industrial Excellence
The Specialty Sizes: Flake and Pretzel Salts
Beyond the standard crushed grains, Sama United also deals with specialty textures that are defined by their unique crystal geometry.
-
Flake Salt: Unlike the cube-shaped crystals of standard rock salt, flake salt is thin and flat. This provides a massive surface area with very little weight, making it the perfect “crunchy” topper that melts quickly on the tongue.
-
Pretzel Salt: This is a very specific, large, uniform grain designed not to melt during the baking process. It stays white and opaque even when exposed to high heat and moisture, providing that iconic look and taste.
Why Consistent Granulometry Matters for Your Business
As a specialist at Sama United, I often see businesses struggle with “batch-to-batch variability.” If one shipment of salt has a d50 (median grain size) of 2.0mm and the next has 1.5mm, it can throw off an entire production line.
-
Machine Calibration: Automated dosing machines are calibrated based on the flowability of the salt, which is dictated by its size.
-
Flavor Control: In the food industry, different grain sizes occupy different volumes. If your staff measures by volume (spoons/cups) rather than weight, a change in crystal size will lead to inconsistent salting.
-
Adhesion and Waste: If the grains are too large for a specific snack coating, they will simply fall off, leading to wasted product and lost revenue.
How Sama United Ensures Crystal Precision
At Sama United, we don’t leave our natural rock salt crystal sizes to chance. Our quality control protocol involves rigorous sampling. We perform a “Sieve Analysis” on every batch before it leaves our facility. This ensures that the grain distribution falls within the strict “Upper and Lower Limits” agreed upon with our clients.
Furthermore, we understand the impact of logistics. Salt is heavy and abrasive; during transit, crystals can rub against each other, creating “fines” (salt dust). To prevent this, Sama United utilizes high-quality, durable packaging that minimizes movement and friction, ensuring that the coarse salt you ordered arrives as coarse salt—not a mixture of chunks and dust.
Sourcing the Best: From the Earth to Your Facility
The journey of our natural rock salt crystal sizes begins deep underground. We source from ancient sea deposits that have been protected from modern pollutants for millions of years. This allows us to provide a product that is not only physically perfect in size but also chemically pure.
When you partner with Sama United, you are gaining more than a supplier; you are gaining a consultant. We work closely with our clients to determine the ideal grain size for their specific application. If you are launching a new product line or looking to optimize an existing one, our experts can provide samples and technical data to help you make the right choice.

Natural rock salt crystal sizes: How Granulometry Defines Culinary and Industrial Excellence
Conclusion Natural rock salt crystal sizes : Partnering for Professional Results
In conclusion Natural rock salt crystal sizes, understanding natural rock salt crystal sizes is an essential part of modern food science and industrial manufacturing. Salt is a humble mineral, but its complexity lies in the details. The size of the grain is a powerful tool that, when used correctly, can enhance texture, improve flavor, and increase industrial efficiency.
At Sama United, we are committed to excellence in every grain. We understand that your reputation depends on the quality of your ingredients, and we take that responsibility seriously. From the finest powders to the boldest coarse crystals, we provide the consistency and purity that your business deserves.
Are you ready to optimize your supply chain with precision-graded salt? Natural rock salt crystal sizes Contact the experts at Sama United today and let us help you find the perfect grain for your next masterpiece.