by norhan | Jan 4, 2026 | Rock Salt, Salt
Salt for Industrial Processing is often referred to as the “oil of the chemical industry” because of its sheer versatility and essential role in creating everyday products. While many people associate rock salt only with winter roads or seasoning, at SAMA UNITED, we see it as the fundamental building block for global manufacturing. From the clothes you wear to the glass in your windows, rock salt crystals are the silent heroes of the industrial world.
In this deep dive, we will move beyond the surface and explore how these ancient crystals are transformed into essential raw materials, and why choosing the right grade from a trusted supplier like SAMA UNITED is critical for any processing facility.

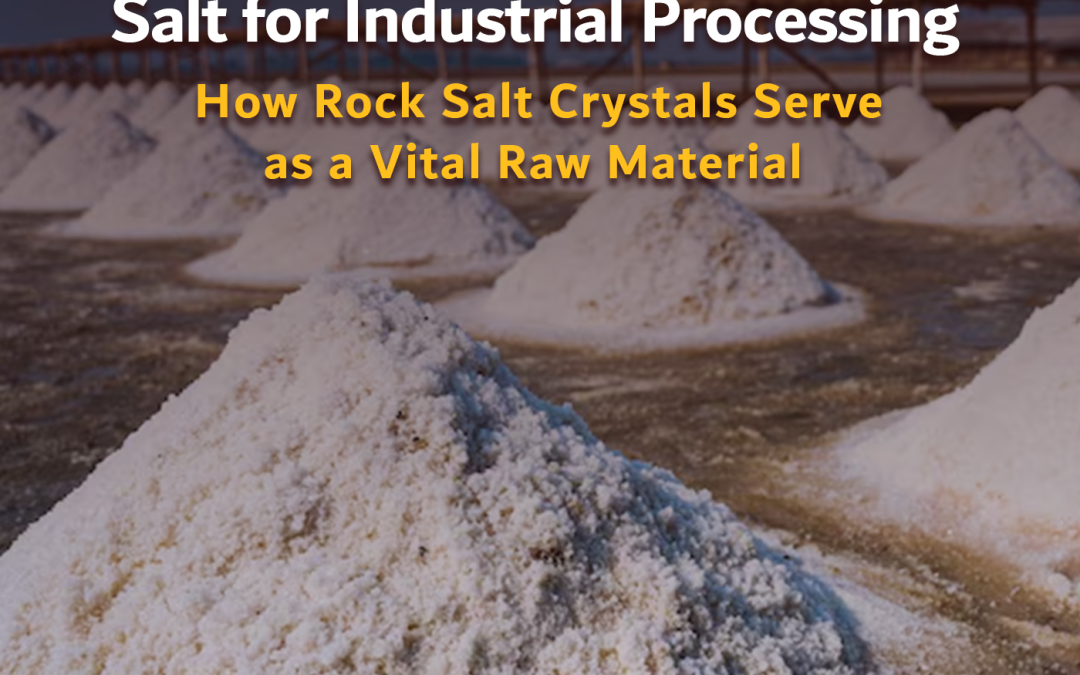
Salt for Industrial Processing: How Rock Salt Crystals Serve as a Vital Raw Material
The Chemical Powerhouse: The Chlor-Alkali Industry
The most significant use of Salt for Industrial Processing is in the chlor-alkali sector. This industry is the foundation of modern chemistry, and it relies almost entirely on high-purity rock salt crystals.
Through a process called electrolysis, salt (sodium chloride) is broken down into three incredibly valuable substances: chlorine gas, caustic soda (sodium hydroxide), and hydrogen.
-
Chlorine: Used in the production of PVC (plastics), disinfectants, and pharmaceuticals.
-
Caustic Soda: Essential for paper pulping, soap making, and aluminum production.
At SAMA UNITED, we understand that for chlor-alkali plants, the purity of the salt crystals is non-negotiable. Even minor impurities like magnesium or calcium can clog the electrolytic membranes, leading to expensive maintenance and downtime. That is why we provide salt with the specific chemical profile required to keep these heavy-duty processes running smoothly.
Textiles and Leather: The Art of Finishing
If you are in the textile or tanning industry, you know that Salt for Industrial Processing is indispensable for achieving the perfect finish.
1. Dye Standardizing
In the textile world, salt is used to “drive” dyes into the fabric. It acts as an ionic agent that helps the fibers absorb the pigment more effectively. Without high-quality rock salt crystals from SAMA UNITED, colors would appear washed out or uneven. Our salt ensures a consistent “exhaustion” of the dye bath, saving factories money on wasted chemicals.
2. Leather Tanning
Before a hide can become leather, it must be preserved and cured. Rock salt crystals are used to draw moisture out of the skins, preventing bacterial growth and preparing the leather for the tanning agents. This process requires a specific grain size to ensure even penetration, a standard that SAMA UNITED consistently meets.

Salt for Industrial Processing: How Rock Salt Crystals Serve as a Vital Raw Material
Metals and Smelting: Cleaning the Heat
In the metallurgical industry, Salt for Industrial Processing acts as a “flux.” When metals like aluminum are being recycled or smelted, salt is added to the molten mix to help remove impurities.
The salt forms a layer on top of the liquid metal, preventing oxidation and capturing “dross” (impurities) so they can be easily skimmed off. For refineries, using salt with low moisture content—like the crystals provided by SAMA UNITED—is vital to prevent dangerous steam explosions in high-temperature furnaces.
Detergents and Secondary Manufacturing
Have you ever wondered what gives your laundry detergent its structure or how soap gets its hardness? Salt for Industrial Processing plays a key role here as well.
In soap manufacturing, salt is used to “salt out” the soap—separating the glycerin from the fatty acids. In powder detergents, it serves as a cost-effective filler and a flow agent that ensures the powder doesn’t clump in the box. SAMA UNITED supplies manufacturers with various grades of crushed rock salt that integrate perfectly into these high-volume production lines.
Why Every Crystal Counts: The SAMA UNITED Expertise
As an expert at SAMA UNITED, I often tell our clients: “The cheapest salt can become the most expensive mistake.” When you are using rock salt as a raw material for processing, the quality of the crystal directly impacts the quality of your final product.
Consistency in Particle Size
We don’t just deliver bulk salt; we deliver precision. Whether your process requires large granules for slow dissolution or fine dust for rapid reactions, our state-of-the-art screening ensures you get exactly what your machinery needs.
Purity You Can Trust
Our Salt for Industrial Processing is sourced from the finest deposits, ensuring a high NaCl content. This means fewer “residuals” in your tanks, cleaner chemical reactions, and a higher yield for your factory.
Reliable Supply Chains
Processing plants never sleep. A delay in raw material delivery can halt an entire production line. At SAMA UNITED, our logistical network is designed for speed and reliability, ensuring that your silos are always full and your processes never stop.

People work with the salt piles in the evaporation zone of a salt lake in Gaotai county in northwest China’s Gansu province Wednesday, Oct. 31, 2018. The saltwork is the largest in Gansu and has a mining history of about 2,000 years.PHOTOGRAPH BY Feature China / Barcroft Images (Photo credit should read |u? / Barcroft Media via Getty Images)
Environmental Considerations in Processing
In today’s industrial landscape, sustainability is a priority. Using natural rock Salt for Industrial Processing as a raw material is an eco-friendly choice compared to synthetic alternatives. At SAMA UNITED, we focus on efficient mining and transport methods that reduce the overall carbon footprint of your supply chain. Since our salt is a natural mineral, it integrates back into industrial cycles with minimal environmental impact when managed correctly.
Conclusion: Elevate Your Production with SAMA UNITED
In conclusion, Salt for Industrial Processing is the hidden engine behind modern life. Whether it’s purifying water, creating the PVC for our homes, or dyeing the fabrics we wear, rock salt crystals are an irreplaceable raw material.
At SAMA UNITED, we are more than just a salt company; we are a partner in your industrial success. We understand the science, the logistics, and the passion that goes into manufacturing. If you are looking for a raw material that combines ancient purity with modern industrial standards, you’ve found it.
Is your facility ready for a better grade of Salt for Industrial Processing ?
Contact SAMA UNITED today. Let our experts analyze your processing needs and provide the high-quality rock salt crystals that will take your production to the next level.
by norhan | Jan 3, 2026 | Rock Salt, Salt
Natural Rock Salt Production is a fascinating journey that bridges the gap between ancient geological history and modern industrial necessity. At SAMA UNITED, we often find that our clients are amazed when they learn about the intricate steps required to bring this mineral from deep beneath the earth’s surface directly to their industrial facilities. It is not just about digging; it is about a precision-driven process that ensures the final product meets the high standards required for global industry.
As a leading name in the mineral supply sector and Natural Rock Salt Production , SAMA UNITED takes pride in overseeing the quality of this production cycle. In this article, we will take you behind the scenes to explore how Natural Rock Salt Production is formed, mined, and processed to become the versatile resource you rely on.

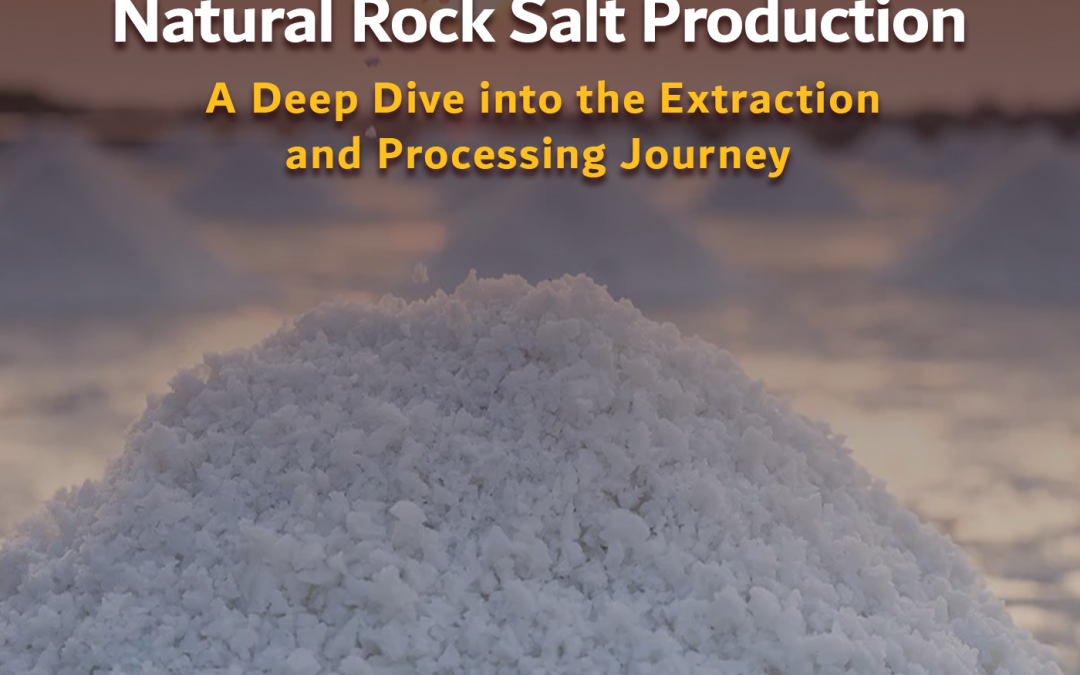
Natural Rock Salt Production: A Deep Dive into the Extraction and Processing Journey
The Geological Origins: Nature’s Slow Cooker
Before we discuss the actual Natural Rock Salt Production, we must acknowledge where it begins. Unlike evaporated salt, which is harvested from current seawater, rock salt (halite) comes from ancient “evaporite” deposits. Millions of years ago, vast inland seas evaporated, leaving behind massive layers of salt. Over eons, tectonic shifts buried these layers deep underground, protecting them from modern pollutants.
This natural history is why SAMA UNITED prioritizes these deposits. The salt we source is a “time capsule” of purity, crystalline structure, and mineral density that cannot be replicated in a lab or a modern solar pond.
Phase 1: Underground Exploration and Mining
The first stage of Natural Rock Salt Production involves sophisticated geology. Our partners use seismic imaging and core sampling to locate the highest purity veins of salt. Once a site is identified, the mining process begins.
The Room and Pillar Method
Natural Rock Salt Production In most of the mines associated with SAMA UNITED, the “Room and Pillar” method is used. This involves excavating large “rooms” of salt while leaving massive “pillars” of salt behind to support the roof of the mine. This method is not only efficient but also ensures the safety and structural integrity of the site.
Drilling and Blasting
Highly specialized machinery drills deep holes into the salt face. Controlled explosives are then used to break the solid rock salt into manageable chunks. It is a powerful display of industrial engineering that transforms a solid underground wall into raw material ready for processing.

Natural Rock Salt Production: A Deep Dive into the Extraction and Processing Journey
Phase 2: Primary Crushing and Extraction
Once the salt is blasted loose, the heavy lifting begins. Massive front-loaders transport the salt to primary crushers located right inside the mine or at the surface.
This initial crushing reduces the large boulders into smaller stones, roughly the size of a football or smaller. At SAMA UNITED, we emphasize the importance of this stage because the way the salt is crushed at the beginning determines the integrity of the crystal structure later on. The salt is then moved via long conveyor belts—often miles long—to the main processing facility.
Phase 3: The Refining and Screening Process
This is where Natural Rock Salt Production moves from “raw mining” to “industrial grading.” At the processing plant, the salt undergoes a series of refinements:
-
Secondary Crushing: The salt is further reduced in size to meet specific industrial requirements (coarse, medium, or fine).
-
Sieving and Grading: High-vibration screens act as giant filters, sorting the salt granules by size. This is a critical step for SAMA UNITED clients, as a chemical plant might need a different “mesh size” than a road maintenance department.
-
Optical Sorting (The Technology Edge): Modern facilities now use optical sorters that use high-speed cameras and air jets to “shoot out” any discolored particles or impurities, leaving only the purest salt crystals.
Phase 4: Quality Control and Laboratory Testing
At SAMA UNITED, we believe that the production process isn’t finished until the salt has been validated in the lab. We don’t just take the mine’s word for it. We conduct our own rigorous testing to ensure:
-
Chemical Purity: Checking for high Sodium Chloride (NaCl) percentages.
-
Moisture Content: Ensuring the salt is dry enough to prevent clumping during sea transit.
-
Insolubility Levels: Testing for any trace minerals that shouldn’t be there.
This commitment to quality control is what has made SAMA UNITED a trusted partner for heavy industries across Europe and the Middle East. When you buy from us, you aren’t just buying salt; you are buying a product that has passed a battery of expert evaluations.
Phase 5: Packaging and Global Logistics
The final stage of Natural Rock Salt Production is getting the product to the client. Depending on the need, we offer several options:
-
Bulk Shipments: For large industrial players, we load salt directly into bulk carrier ships or railcars.
-
Big Bags (FIBCs): For easier handling in factories, we package salt in 1-ton or 1.5-ton jumbo bags.
-
Custom Packaging: We provide tailored solutions to meet the specific branding or handling needs of our partners.
Our logistics team at SAMA UNITED ensures that the salt is protected from humidity and contamination throughout its journey, whether it’s traveling across the ocean or by truck to a local refinery.

A pile of rough-hewn pink Himalayan salt cubes.
Why Understanding the Production Process Matters for Your Business
You might ask, “Why should I care about how the salt is mined?” The answer is simple: Product Consistency.
When you understand that Natural Rock Salt Production is a controlled, technical process, you realize that not all salt is created equal. A supplier like SAMA UNITED that understands every step—from the blast in the mine to the vibration of the sieve—can guarantee a consistent product every single month. In heavy industry, consistency is the key to preventing machinery damage and ensuring chemical reaction accuracy.
Conclusion: Your Partner in Premium Salt Solutions
From the depths of ancient earth to the heart of your industrial operations, the journey of salt is one of precision and care. Natural Rock Salt Production is a testament to how we can harness nature’s resources to power modern world.
At SAMA UNITED, we are proud to be at the center of this journey. We combine the raw power of mining with the delicate touch of quality control to bring you the best minerals on the market. If you are looking for a supplier that truly knows their product from the ground up, look no further.
Contact SAMA UNITED today to discuss your specific salt requirements and let our experts guide you to the perfect solution for your next project.
by norhan | Jan 2, 2026 | Rock Salt, Salt
Bulk Mined Salt stands as the cornerstone of industrial efficiency, offering a range of benefits that processed alternatives simply cannot match. When our clients at SAMA UNITED ask us about the best raw material for their large-scale operations, the conversation often turns to the comparison between mined salt and evaporated salt. While both are chemically sodium chloride, their physical properties, extraction methods, and performance in heavy applications are worlds apart.
As experts in the mineral supply chain, SAMA UNITED has seen firsthand how the choice of salt impacts the bottom line of a business. In this article, we will explore why mined salt is often the superior choice for those looking for reliability and cost-effectiveness.

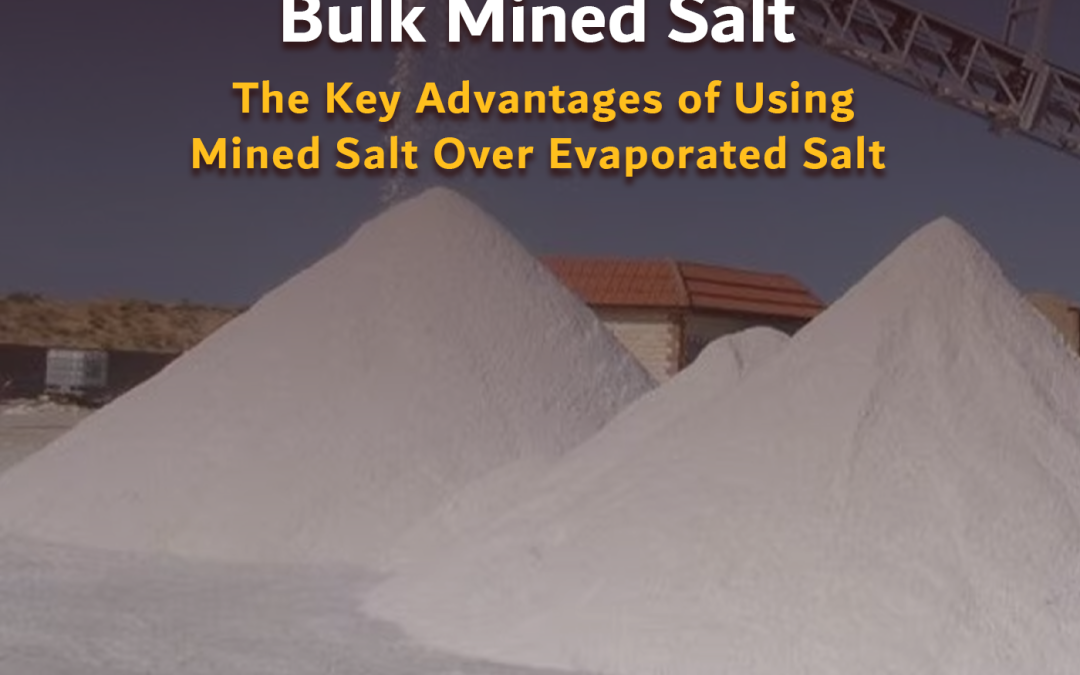
Bulk Mined Salt: The Key Advantages of Using Mined Salt Over Evaporated Salt
The Natural Extraction Process: A Gift from the Earth
The primary difference lies in how the salt is obtained. Bulk Mined Salt is harvested from ancient underground deposits, remnants of dried-up oceans from millions of years ago. Using mechanical mining techniques, we extract the salt in its solid, crystalline form.
In contrast, evaporated salt is produced by dissolving salt deposits into brine and then using heat—often from vacuum pans or solar energy—to recrystallize it. This process is energy-intensive and often involves chemical additives to speed up the drying or to prevent clumping. At SAMA UNITED, we advocate for mined salt because it reaches the consumer in a more natural state, preserving the structural integrity that nature provided.
1. Physical Durability and Handling
One of the most significant advantages of Bulk Mined Salt is its physical “toughness.” Because it is extracted as a solid rock, it possesses a high density that evaporated salt lacks.
-
Resistance to Crushing: In large-scale industrial storage, salt is often piled high in warehouses. Mined salt can withstand the weight of its own mass without turning into fine dust.
-
Ease of Transport: For a global supplier like SAMA UNITED, durability during transit is crucial. Mined salt travels better in bulk carriers and trucks, arriving at your facility with the exact grain size required for your machinery.
-
Controlled Melting: In applications like de-icing or chemical reactors, the slower, more consistent melt rate of mined salt granules provides better control over the process.
2. Chemical Stability and Mineral Integrity
Many industrial processes require more than just “pure” salt; they require the trace minerals that come naturally with the deposit. Bulk Mined Salt often contains essential minerals like calcium, magnesium, and potassium that are “locked” within the crystals.
For many of our partners at SAMA UNITED working in the chemical and textile industries, these natural trace elements can actually aid in specific chemical reactions, providing a more “buffered” environment than the sterile, highly processed nature of evaporated salt. Furthermore, because mined salt isn’t subjected to the high-heat cycles of vacuum evaporation, its chemical structure remains stable and predictable.

Bulk Mined Salt: The Key Advantages of Using Mined Salt Over Evaporated Salt
3. Economic Efficiency for High-Volume Users
At SAMA UNITED, we understand that for heavy industry, cost is a deciding factor. Bulk Mined Salt is almost always more economical than evaporated salt for several reasons:
-
Lower Energy Costs: Since we are not boiling millions of gallons of water to “create” the salt, the production cost is significantly lower. These savings are passed directly to our clients.
-
Bulk Availability: Mined salt is available in massive quantities. We can coordinate large-scale shipments that ensure your factory or plant never experiences a downtime due to supply shortages.
-
No Need for Anti-Caking Agents: Because of its natural crystal shape, high-quality mined salt often requires fewer chemical additives to remain free-flowing, reducing the cost of the final product.
4. Environmental Sustainability: The Greener Choice
Modern industries are under increasing pressure to reduce their carbon footprint. Choosing Bulk Mined Salt is a step in the right direction. The carbon emissions associated with mechanical mining are significantly lower than the massive energy consumption required for thermal vacuum evaporation.
SAMA UNITED is committed to sustainable sourcing. By providing mined salt, we help our clients meet their environmental targets while maintaining high operational standards. Mining is a “physical” process, whereas evaporation is a “thermal” process; the difference in energy use is staggering when scaled to thousands of tons.
How SAMA UNITED Ensures Quality in Every Grain
You might wonder, “If it’s just salt from the ground, does the supplier matter?” The answer is a resounding yes. At SAMA UNITED, we don’t just “dig and ship.” We implement a rigorous quality control protocol:
-
Sieving and Grading: We ensure that the Bulk Mined Salt you receive has a consistent particle size distribution tailored to your specific application.
-
Purity Testing: Our salt is tested in labs to ensure it meets the strict NaCl percentages required for industrial safety and efficiency.
-
Logistical Excellence: We manage the entire chain from the mine to your doorstep, ensuring that the salt remains dry and uncontaminated.

Bulk Mined Salt: The Key Advantages of Using Mined Salt Over Evaporated Salt
Which One Should You Choose?
While evaporated salt has its place—primarily in high-end food production or specific medical applications—the heavy lifting of the global economy is done by Bulk Mined Salt. If your business involves chemical manufacturing, water treatment on a city-wide scale, textile dyeing, or large-scale de-icing, mined salt is the logical, traditional, and most effective choice.
In our years of experience at SAMA UNITED, we have found that clients who switch from evaporated salt to our high-grade mined salt often report fewer issues with storage “clumping” and a noticeable reduction in their raw material expenses.
Conclusion: Partnering for a Stronger Future
In the world of industrial minerals, simplicity often equals reliability. Bulk Mined Salt offers a natural, durable, and cost-effective solution that processed salts cannot replicate.
At SAMA UNITED, we are more than just a supplier; we are your strategic partner. We take the time to understand your specific industrial needs and provide the exact grade of mined salt that will help your business thrive.
Ready to upgrade your supply chain?
Reach out to the team at SAMA UNITED today. Let us show you why our mined salt is the preferred choice for industry leaders worldwide. Whether you need a one-time bulk shipment or a long-term supply contract, we have the expertise to deliver.
by norhan | Jan 1, 2026 | Rock Salt, Salt
Industrial Rock Salt is much more than just a mineral found in nature; it is the backbone of modern heavy industry. At SAMA UNITED, we have spent years supplying high-grade minerals to global markets, and we consistently see one recurring trend: when it comes to durability, cost-effectiveness, and chemical reliability, rock salt remains the undisputed champion.
In this guide, we will take a deep dive into why this natural resource is indispensable and how SAMA UNITED ensures that our industrial partners receive the highest quality salt to power their operations.

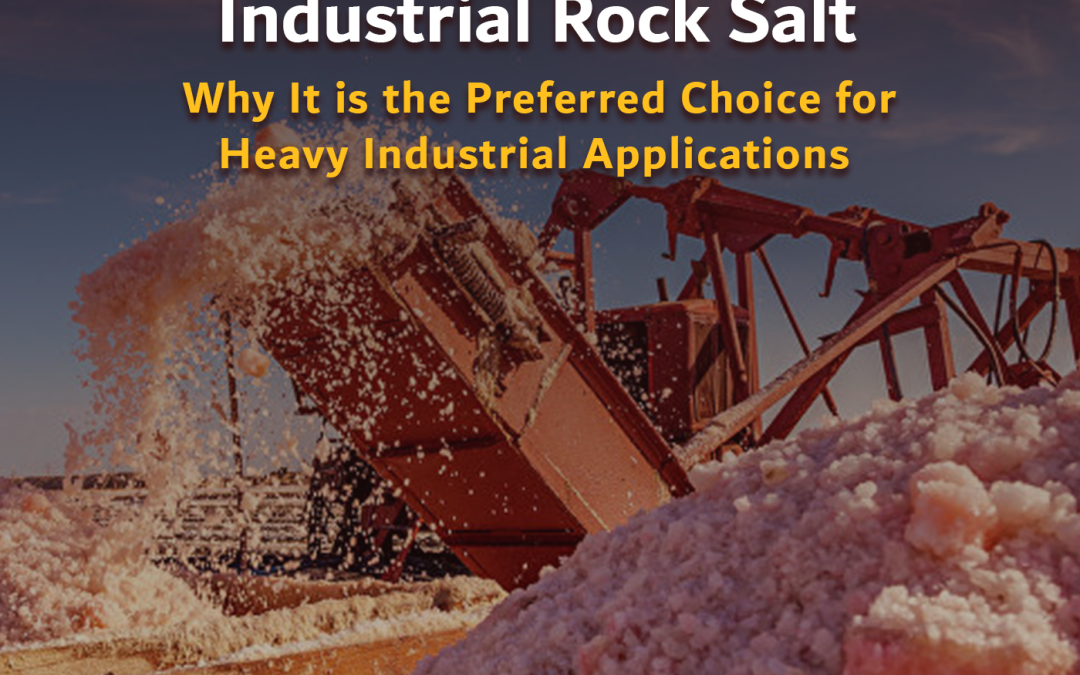
Industrial Rock Salt: Why It is the Preferred Choice for Heavy Industrial Applications
What Makes Industrial Rock Salt Unique?
To understand why Industrial Rock Salt (halite) is preferred over solar salt or evaporated salt in heavy industries, we must look at its origin. Mined from deep underground ancient sea beds, rock salt is characterized by its crystalline structure and high mineral density.
Unlike other forms of salt, it is less processed, meaning it retains a physical robustness that is essential for large-scale industrial handling. At SAMA UNITED, we provide rock salt that meets specific purity levels, ensuring that the chemical composition aligns perfectly with the rigorous demands of our clients’ machinery and chemical processes.
The Role of Rock Salt in Chemical Manufacturing
The chemical industry is perhaps the largest consumer of Industrial Rock Salt. It serves as a primary raw material for the production of chlorine and caustic soda through the chlor-alkali process.
1. Chlorine Production
Chlorine is essential for manufacturing everything from PVC pipes to disinfectants. By using high-quality rock salt from SAMA UNITED, chemical plants can ensure a stable electrolytic reaction, reducing the risk of impurities that could damage sensitive equipment.
2. Soda Ash and Glass Making
In the manufacturing of glass and ceramics, soda ash (derived from salt) is a key ingredient. The heavy industrial nature of glass furnaces requires a steady, bulk supply of salt that can withstand high-thermal processing without losing its chemical integrity.

Industrial Rock Salt: Why It is the Preferred Choice for Heavy Industrial Applications
Water Treatment and Large-Scale Refineries
Heavy industries such as oil refineries and power plants rely on massive boiler systems and cooling towers. Over time, “hard water” can lead to scale buildup, which destroys efficiency and damages hardware.
This is where Industrial Rock Salt becomes a lifesaver. It is used in industrial-scale water softening systems to remove calcium and magnesium ions. At SAMA UNITED, we understand that a shutdown in a refinery can cost millions. That’s why we supply rock salt that is specifically graded to prevent “mushing” or bridging in large brine tanks, ensuring a continuous flow of treated water.
The Heavy Industry Standard for De-icing and Infrastructure
While many think of road salt as a simple safety measure, for heavy industrial complexes, logistics hubs, and mining sites, it is a critical operational necessity.
Heavy machinery cannot operate on ice-covered surfaces. Industrial Rock Salt is the preferred choice here because of its “staying power.” Its larger granules melt ice more slowly and provide better traction for heavy-duty trucks and equipment compared to finer salts. SAMA UNITED specializes in bulk deliveries for infrastructure projects, ensuring that logistics never grind to a halt during harsh winters.
Why Industry Leaders Choose SAMA UNITED as Their Partner
Selecting the right salt is only half the battle; selecting the right partner is the other half. At SAMA UNITED, we don’t just deliver a product; we deliver a promise of quality and consistency.
Unmatched Quality Control
We recognize that in heavy industry, even a 1% deviation in purity can affect the outcome of a chemical batch. Our Industrial Rock Salt undergoes rigorous testing to ensure it meets international standards.
Global Logistics Expertise
Heavy industry requires bulk. Whether you need thousands of tons for a seasonal project or a steady monthly supply, SAMA UNITED has the logistical infrastructure to deliver on time, every time. We bridge the gap between the mines and your facility with seamless efficiency.

Industrial Rock Salt: Why It is the Preferred Choice for Heavy Industrial Applications
Environmental and Economic Efficiency
One of the reasons our experts at SAMA UNITED always recommend rock salt for industrial applications is its economic footprint. Because it is mined and requires less energy-intensive evaporation than other types, it is significantly more cost-effective for large-scale operations.
Furthermore, when used correctly in industrial processes, it is a highly recyclable mineral. Many of our clients in the textile and tanning industries use our salt to fix dyes and treat hides, benefiting from its natural ability to stabilize organic materials at a lower cost than synthetic alternatives.
Conclusion: The Foundation of Industrial Success
In conclusion, Industrial Rock Salt is the lifeblood of heavy manufacturing, chemical production, and infrastructure maintenance. Its unique physical properties and chemical versatility make it irreplaceable.
At SAMA UNITED, we take pride in being a leading supplier that understands the nuances of your industry. We don’t just see salt as a commodity; we see it as the fuel for your success. If your operations require a reliable, high-purity, and cost-effective mineral solution, look no further.
Are you ready to optimize your industrial supply chain?
Contact the experts at SAMA UNITED today to discuss how our premium Industrial Rock Salt can enhance your production efficiency.
by norhan | Dec 31, 2025 | Rock Salt, Salt
Mined Rock Salt is much more than just a raw material; it is a geological time capsule that has been millions of years in the making. As someone who has spent a lifetime observing the extraction and trade of minerals at Samaunited, I’ve always been fascinated by how a substance formed in the distant past remains so vital to our modern world. When we talk about rock salt—or Halite, as geologists call it—we are talking about nature’s most resilient and versatile mineral.
If you are a business owner or a procurement manager, you might look at a mountain of salt and see a commodity. But through my eyes, I see a high-purity, high-density powerhouse that can withstand industrial pressures that other types of salt simply cannot. Today, I want to take you on a journey through time and science to explain where this salt comes from, why its unique structure makes it a superior choice, and how we at Samaunited bridge the gap between ancient Egyptian geology and your modern industrial needs.

Mined Rock Salt: Exploring Its Geological Origins and Industrial Benefits
The Deep History: How Nature Created Mined Rock Salt
To understand the benefits of Mined Rock Salt, we have to go back—way back. Imagine a world millions of years ago, where vast, shallow inland seas covered much of what is now North Africa and Europe. As the climate shifted and these ancient oceans evaporated, they left behind massive layers of sodium chloride.
Over eons, these layers were buried under thousands of feet of sediment and rock. The incredible weight and tectonic pressure of the earth squeezed these salt deposits, turning them into a dense, crystalline rock. This is why Mined Rock Salt is so different from solar sea salt. While sea salt is “young” and harvested from today’s oceans, rock salt is “ancient,” protected deep underground from modern environmental pollutants.
In Egypt, where Samaunited operates, we are blessed with some of the highest-quality rock salt deposits in the world. These beds are incredibly thick and pure, allowing us to extract a mineral that is naturally rich and chemically stable.
Why the Crystalline Structure is a Game-Changer
When I’m on-site at a client’s factory, I often get asked: “Does it really matter if it’s mined or solar?” My answer is always: “It depends on the job you want it to do.”
The geological “pressure-cooking” process that creates Mined Rock Salt gives it a much harder, denser crystalline structure than evaporated salt. This hardness provides several key industrial benefits:
-
Slower Dissolution Rate: In heavy industries or brine-based systems, you often don’t want the salt to disappear instantly. Rock salt dissolves at a steady, predictable rate, providing a constant concentration of sodium chloride.
-
Bulk Handling Durability: Because it is rock-hard, this salt doesn’t break down into “fines” or dust during transport. When Samaunited ships thousands of tons from Egypt to the UK, the salt arrives with its crystal size intact, which is critical for industrial machinery.
-
Natural Purity: Because these deposits have been sealed underground for millions of years, they are naturally free from microplastics and modern chemical runoff—a growing concern in today’s global supply chain.
The Industrial Benefits: Where Mined Rock Salt Shines
In my experience, Mined Rock Salt is the “heavy lifter” of the mineral world. At Samaunited, we supply this grade for some of the most demanding applications on the planet:
-
Raw Material for Salt Processing: Many of our clients buy our raw rock salt as a base for further refining. Its high purity makes it the perfect starting point for creating food-grade or pharmaceutical-grade products.
-
Heavy Industries: From metallurgy to large-scale chemical reactors, the thermal stability of rock salt is unmatched. It can handle the heat and chemical stress of industrial manufacturing without breaking down prematurely.
-
Infrastructure and De-Icing: Because of its natural mineral content and large crystal size, rock salt is the gold standard for keeping roads safe in winter. It provides immediate traction while the slow-release melting action prevents re-freezing.
Mined Rock Salt: Exploring Its Geological Origins and Industrial Benefits
The Samaunited Advantage: From the Earth to Your Door
Sourcing Mined Rock Salt internationally can be a headache. I’ve seen many companies struggle with inconsistent quality or logistical delays. This is exactly where Samaunited steps in to make your life easier.
We don’t just “sell salt.” We manage a high-precision supply chain. Here is how we do it:
-
Selective Mining: We source from Egyptian mines that offer the highest NaCl content and the lowest levels of insoluble matter.
-
Custom Grading: Whether you need large “lump” salt for heavy industry or specific coarse granules for a chemical plant, we use advanced screening technology to meet your exact specifications.
-
Global Logistics Expertise: Shipping bulk minerals from Egypt to the UK or Europe requires deep knowledge of maritime laws and customs. We handle everything, ensuring your shipment arrives at the port of Felixstowe or London Gateway with all the necessary certifications (like ISO and quality lab reports).
Let’s Be Real: Price vs. Quality
I’ve been in this business long enough to know that price is always a conversation. However, let me share a bit of expert advice: The cheapest salt per ton often becomes the most expensive salt per batch.
If you buy low-grade Mined Rock Salt that is full of sand or heavy minerals, you will spend more on maintenance for your machines and more on filtering out impurities. When you work with Samaunited, you are investing in a product that reduces your operational waste. Our salt is “clean” right out of the mine, which means higher efficiency for your factory and a better bottom line for your business.
Sustainability and Responsibility
Modern buyers in the UK and Europe are rightfully concerned about where their minerals come from. We take our environmental and social responsibility seriously. Mining in Egypt is a vital part of our local economy, and Samaunited is committed to ethical extraction practices that respect the land and the workers who make this industry possible.

Mined Rock Salt: Exploring Its Geological Origins and Industrial Benefits
Final Thoughts: A Mineral Worth Your Trust
Mined Rock Salt is a gift from the Earth’s history, and it remains the foundation of our industrial future. Whether you are using it as a raw material for a chemical process or to keep a nation’s infrastructure running during a freeze, the quality of your salt matters.
At Samaunited, we take pride in being the bridge between these ancient, high-purity deposits and your business. We understand the chemistry, we understand the geology, and most importantly, we understand your need for a reliable partner.
Ready to secure your supply of premium Mined Rock Salt? Let’s talk about your volume needs and technical specs. Reach out to us at Samaunited, and let’s show you how the right salt can make a world of difference for your operation.